



数控滚齿机滚刀主轴振动特性研究(上)
2018-10-15 来源:(重庆机床(集团)有限责任公司 作者:李先广 杨勇
摘要:为了探寻滚齿机滚削振动特性,根据机床滚刀主轴结构、工艺参数及 Euler-Bernoulli 梁振动理论,建立了滚刀主轴 X向的振动响应函数模型,开展了振动试验测试,得到了滚齿机滚刀主轴振动频率、X 向振动加速度及位移数据曲线。经分别比较滚刀主轴振动加速度与位移最大幅值的理论与测试数据,两者相对误差均小于 5%,表明理论与试验值的一致性较好,验证了该型号滚齿机滚刀主轴振动响应函数模型推导的正确性;并且由测试数据分析可知,该研究对滚齿机主轴结构、加工工艺参数选择与优化及加工误差预测具有指导意义,为该系列其他滚齿机主轴振动特性理论与试验研究提供经验借鉴与参考价值,且也为滚齿机振动特性的后期深入与实用性研究奠定理论与试验基础工作。
关键词:滚齿机;滚刀主轴;振动;模型;测试
0 、前言
滚齿机高速切削过程中的自激激励、强迫振动,对加工齿轮质量与精度的稳定性影响较大,二者产生机理对机床系统的影响难以控制;然而机床滚削加工中,振动现象不可避免,且滚削振动是机床最主要振源。当机床主轴振幅超出齿轮精度误差允许范围时,加工齿轮齿廓表面粗糙、质量恶化,会加速刀具磨损和降低使用寿命,最终影响或降低加工精度与生产效率。
滚齿机滚削振动是切削加工系统的一种动态不稳定现象,尽管机床刚度和强度足够高,但滚削振动是影响机床加工质量与效率的主要因素之一。滚齿机高速切削加工,使滚刀与工件间出现强烈自激振动,机床加工过程存在不稳定性,导致滚刀与工件主轴中心距位置发生微幅变动,造成齿轮精度和表面质量降低,故展开机床切削动态特性研究,对提高机床加工精度和齿轮质量具有重要作用。当前,滚齿机滚削动力学方面的研究资料较少,如文献分别采用有限元法、准实模态理论及振动动态监测的方法进行了一些研究,理论上也取得了一些成果,但并未对滚齿机的实际滚削振动机理进行详细深入研究,且这些研究结果的实用性有限。在振动试验研究方面,诸多学者通过测试与分析切削力信号的方法来间接研究机床切削振动特性,这些研究较难直接获取机床滚刀主轴振动位移,且对数控滚齿机滚削振动测试也较难适应。 对于汽车用的大批量小齿轮,几分钟完成一个齿轮加工,机床始终处于间断性非连续切削工况,间断性的滚削力是机床振动的主要自激振源,则激振频率等于或接近机床部件固有频率时,机床将出现共振现象,严重时会破坏滚刀与机床结构,影响机床装配联接特性,且还会在齿轮表面留下振纹;还有当机床由滚削引发高频振动时,将伴随噪声污染,会危及操作者身心健康,故滚削振动已成为影响滚齿机加工能力提升的主要因素之一。因此,为了探寻滚齿机滚削振动特性,本论文项目组根据机床结构与工艺参数、Euler-Bernoulli 梁振动理论,针对某型号滚齿机开展滚削振动特性理论与试验测试研究工作。
1、滚刀主轴振动特性模型
在滚齿机高速、大功率切削加工中,滚削是机床主要振源,且滚削振动对齿轮精度与质量影响较大(基于论文篇幅限制,本文仅总结了滚刀主轴 x 向振动特性研究成果,而工件主轴、Y 与 Z 方向振动特性的研究,项目组在后期开展和进行总结)。由于滚齿机结构、系统及加工工艺均较为复杂,故对机床滚削系统进行了一定程度简化,近似处理为Euler-Bemoulli 梁,如图 1~3 所示。
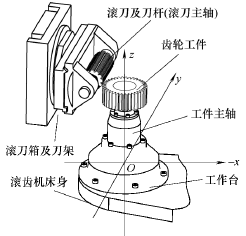
图 1 为滚齿机切削系统结构示意图
如图 3 所示,根据简支梁理论,假设梁各截面中心轴在 XOY 同一平面内且任意微段在 XOY 平面内作弯曲振动,不计转动惯量和剪切变形的影响,则滚刀主轴的 X 轴运动方程为
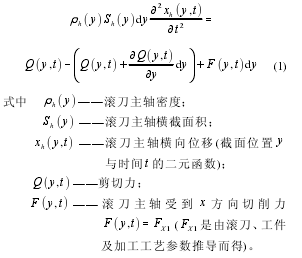
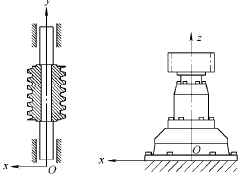
图 2 滚齿机滚刀与工件主轴示意图
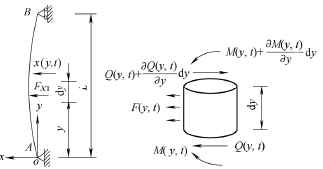
图 3 滚刀主轴 Euler-Bemoulli 梁模型示意图
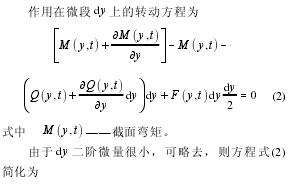




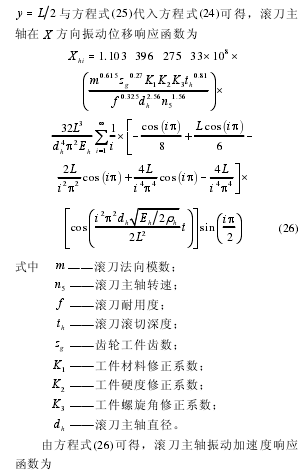

表 2 所示。
表 1 为滚刀主轴振动位移模型计算最大位移幅值
表 2 为滚刀主轴振动加速度模型计算最大加速度幅值
2、 振动测试试验布置及参数设置
滚齿机结构的不对称性、零件制造和装配精度不良、回转体不平衡及切削振动等均会导致滚齿机零件和装配件间出现相对振动,最终可能导致滚刀主轴颤振,将直接影响齿轮加工精度与质量。因此,开展机床样机振动测试(如图 4 所示),既可评定样机振动特性,又可从试验结果中发现机床结构设计与装配存在的问题,为后期滚齿机结构优化与装配优化提供支撑。
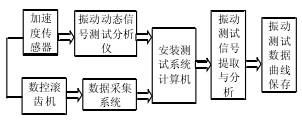
图 4 滚齿机滚刀主轴振动测试系统平台
滚刀主轴振动试验采用 DH311E 型加速度传感器,传感器灵敏度为 1.01 m V/(m·s2),测试中加速度传感器频率设置测量范围为 1~7 000 k Hz,测量系统采用 DH5958 动态信号测试分析系统及仪器。加速度传感器布置在滚刀主轴径向(X 方向),主要测量 X 方向振动加速度,在测试系统软件模块中,通过拉普拉斯变换与微积分算法得到主轴振动位移量。
振动测试中,采用单通道加速度传感器,带磁性传感器测头分别沿 X 方向水平垂直粘磁到滚刀主轴上;由于机床滚切加工中,滚刀主轴沿自身轴旋转,故将加速度传感器布置在滚刀主轴不旋转部位。滚齿机振动测试是在滚齿加工中进行,图 5、6为加速度传感器安装布置试验车间现场示意图,图7 为滚齿机动态特性测试系统及界面示意图。

图 5 加速度传感器沿滚刀主轴 X 向安装示意图
由于滚齿机滚刀、刀杆及工件夹具等主轴部件须与所加工齿轮尺寸、载荷相匹配,故本次振动测试仅针对某型号滚齿机加工某类型齿轮,其相关参数如表 3 所示。
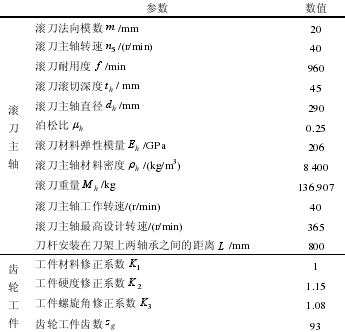
表 3 为滚刀主轴、齿轮工件及加工工艺参数

图 6 滚齿机振动测试车间现场布置

图 7 振动测试系统及界面示意图
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

