



基于S7-200 SMART的步进电机控制研究
2019-7-22 来源:三江学院机械与电气工程学院 作者:杨友进 王卓君
摘要:本文介绍利用S7-200SMART PLC输出的高速脉冲来控制步进驱动器,从而驱动步进电机运转,实现精确定位。此种方式控制简单,成本低,精度高。
关键词:PLC;步进电机;丝杠;精确定位
0 引言
PLC 在自动控制工业领域有着广泛的应 用, 西门子PLC之间通讯较方便, 用PLC 控制的各个单体都可以连接成为一个完整的系统。步进电机的精度虽然很高,但是也存在掉步的问题,而光电编码器对脉冲计数精度要求很高,本次研究采 用 西 门 子 S7-200SMART 系 列 ST30DC/DC/DC的 PLC来控制步进电机。
1 、控制原理
通常电机的转子为磁体, 当电流流过定子绕组时,定子绕组产生一 矢量磁场。 该磁场会带动转子旋 转一角度,使得转子的一 对磁场方向与定子的磁场方向一致。当定子的矢量磁场旋转 一个角度, 转子也之转 一 个角度。
输入一个电脉冲, 电动机转动一个角度, 前进一步。输出的角位移与输入的脉冲数成正比, 转速与 脉冲频率成正比。 改变绕组通电的顺序, 电机就会反转。
因此,可通过控制脉冲数量、 频率及电动机各相绕组的通电顺序来控制步进电机的转动。 步进电机控制框图如图1所示。

图 1 步进电机控制框图
采用高速脉冲输出指令来控制步进电机, 利 用 ST30的 Q0.0输出高速脉冲,Q0.2控制运动的方向。关于 PLS(脉冲)指令,S7200SMART CPU 使用 SMB66-SMB85、SMB166-SMB169和 SMB176-SMB179 来 监 视 与 控 制 脉 冲串输出 PTO0、PTO1和脉宽调制输出 PWM0、PWM1);SMB566-SMB579 用来监视与控制脉冲串输出 PTO2 及脉宽调制输出 PWM2。
2 、系统硬件设计
控制器选用西门 S7-200SMART 系列的 ST30PLC,步进电机选用86BYG250D-114,其步距角为1.8°,步进驱动器的型号为 DM860H,带风扇驱动器,丝杠的螺距为5mm。电气原理如图2所示。
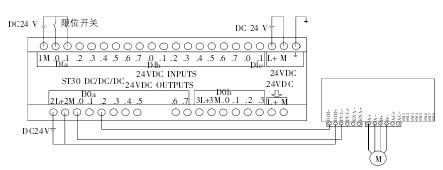
图 2 电气原理
3 、软件功能及程序
丝杠螺距为5mm,驱动器设置 400 个脉冲转一圈,速度不是很快,所以采用直接启动的方法,直接把频率写进程序即可,不需要用包络表来控制。高度脉冲程序如图3所示。对于方向和位移量的控制,把前后两次的坐标差出来(绝对坐标定位)再换算成脉冲数和方向即可。脉冲数计算程序如图4所示。
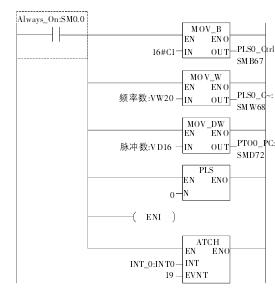
图 3%%高度脉冲程序
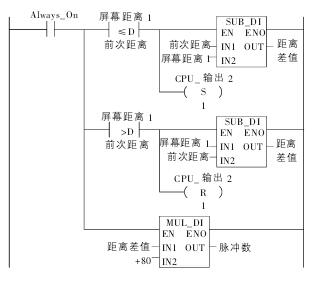
图 4%%脉冲数计算程序
为了防止丝杠螺母副运动到中间断电坐标数据丢失,把前次坐标放入了 PLC的保护范围,如图5所示。
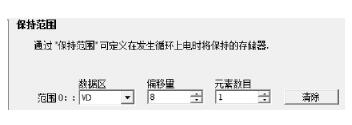
图 5 PLC 数据保持范围图
4、HMI面板设计
上位机选用西门子smartline的700IE触摸屏,通过按钮操作就可以控制电机的速度、启动和回零,输入坐标的过程变量设置为 PLC 的连接输入距离1。上位机触摸屏界面如图6所示。
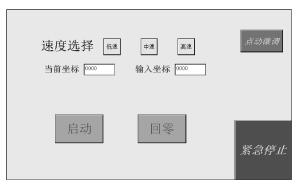
图 6%%上位机触摸屏界面
5 、结语
步进电机的控制方法简单,既可以用指令控制也可以用向导。一般步进电机都是开环控制,因为步进电机本身精度很高,配合驱动器的细分设置可达到更高的精度,如果加上光电编码器配合 PLC 的高速计数器, 则可以满足闭环控制的要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

