



钛合金薄壁型腔盖板零件的数控加工
2020-1-17 来源:新乡职业技术学院 北华航天工业学院 作者:王同刚 程磊 杨嵩
摘要:通过分析盖板零件薄壁和型腔的结构特点,根据使用要求选择钛合金TC4材质,并进一步阐述了盖板零件的数控加工工艺,尤其在装夹定位环节设计了相应的工装来保证盖板零件的尺寸精度与形位公差,可有效防止零件的装夹变形,选用合理的切削刀具和切削用量是加工难加工材料的前提,同时也是保证加工质量并降低生产成本的关键。
关键词:钛合金;薄壁;型腔;盖板零件;数控加工中
1、引言
薄壁型腔盖板零件在有温度变化、一定压力、耐腐蚀且工作寿命长的场合下使用。盖板零件材料选用钛合金TC4,高温下的TC4钛合金具有化学性质不稳定、弹性模量低、弹性变形大、塑性低、加工硬化严重等一系列难切削加工特性,是一种典型的难加工材料。
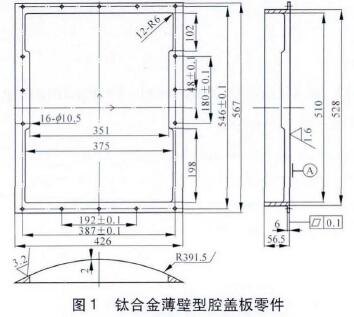
包络盖板零件的最小矩形轮廓尺寸567mmx426mmx56.5mm,整体外观是大圆弧面薄壁型腔结构,圆弧面型腔壁厚均为2mm,内腔尺寸510mmx375mmx/389.5_,长度方向两侧安装台阶面壁厚9mm,两端连接肩厚度6mm。为了保证盖板与箱体按装后的密封性,要求盖板零件安装面平面度0.1mm、表面粗槠度圪1GfjLm,'其余加工部位表面质量要求^3.2^111。钛合金薄壁型腔盖板零件(见图1)。
2、盖板零件的数控加工工艺
盖板零件的重点加工部位是型腔,需选择合理的刀具类型以及适当的切削用量来克服钛合金的难切削加工特性;难点是解决盖板零件因薄壁的结构特点在加工过程的颤振问题。盖板零件属于箱体类零件加工范畴,整体结构简单,盖板与箱体安装面有较高平面度和表面质量的要求,其余部位尺寸精度和表面质量要求不高,全部加工工序可选择在数控加工中心上完成。安排合理的加工工序,设计合理的加工工装,采用科学的定位和装夹方法,保证加工完成后的盖板尺寸精度和形位公差以及表面质量满足设计要求。同时还要考虑经济性,单价生产尽可能减低成本。选用570mmx430mmx60mm毛述板料,钛合金薄壁型腔盖板零件加工需要进行3个加工步骤:①凸型腔粗铣、精铣即安装孔加工;②凹型腔粗精铣加工;③安装面精加工。
2.1 凸型腔粗铣、精铣及安装孔加工
加工盖板零件的外形尺寸567mm±0.1mmx426m±0.1mmx57mm,保证所有加工面表面粗槠度为 Ra3.2Um,在厚度方向留0.5mm加工余量,并在大平面上加工4个M16深40的螺纹孔作为凸型腔加工工序的固定孔,4个螺纹孔以大平面的对称中心点为基准,定位尺寸与固定在工作台上的铝镁合金6061工装固定孔相对应,使盖板零件采用“一面两销”的定位方式,用螺钉装夹的方法实现定位与装夹。
其次,加工盖板零件的凸型腔和两侧安装台阶面。凸型腔粗加工以及两侧安装台阶面粗精加工选用含钴较高的W2Mo9Cr4Co8四刃立铣刀,选取平行铣削曲面粗加工方法如图2所示,铣削参数为ap=1.5mm,ae=9mm,n-300r/min,/=180mm/min。在切削过程中,高速工具钢刀具一定要保持充足的切削液,以延长刀具的使用寿命。

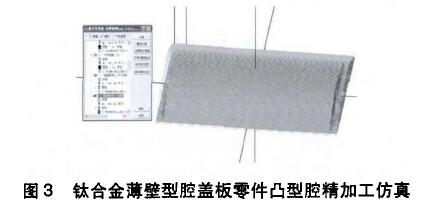
然后,凸型腔精加工选用(M2聚晶立方氮化硼球头铣刀,选取流线曲面精加工方法如图3所示,曲面流线精加工参数截断方向的控制距离不大于0.1mm,整体误差控制在0.012mm以内。铣削参数为ra=8000r/min,,=1000mm/min选用PCBN刀具切削TC4时,切削液类型对切削效果有一定影响,在实践加工中采用干切,切削效果也很好。
最后,加工安装面上的16个cM0.5mm的安装孔(均属于螺纹连接孔),选用如0.5mm的硬质合金YG8钻头直接钻孔可达到加工要求。本工序结束后应去除毛刺,锐边倒钝,凸型腔表面进行抛光处理,不能有明显刀痕,以免影响下一工序的定位与装夹。
2.2 凹型腔粗、精铣加工
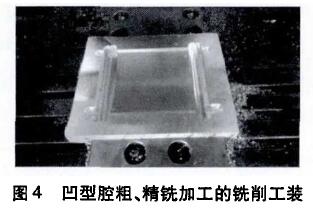
图4为凹型腔粗、精铣加工的铣削工装。将上一工序固定在工作台上的工装加工出/091.5mm的凹曲面与盖板零件的凸型腔相配合,工装两侧面与盖板零件两端的安装台阶面相配合,以实现精确定位。工装凹曲面与平面,平面与平面相交的地方进行清根处理,避免毛刺或锐边等影响定位精度。再利用工装两侧10个M10的螺纹孔完成盖板零件与工装的装夹固定。
盖板零件凹型腔粗加工选用挖槽的方法,刀具、切削液和切削参数与凸型腔基本相同。上道工序的4个M16装夹孔在铣削过程中容易引起振动损坏刀具,在切削中需要注意。盖板零件凹型腔精加工选用3D等距曲面加工方法,3D环绕等距加工最大切削参数不能大于0.3mm,整体误差应控制在0.015mm以内。刀具与铣削参数和凸型腔精加工相同。加工中需要注意的是:①盖板零件凹型腔粗加工与精加工中间必须安排一次自然失效处理,完全释放切削加工产生的内应力,防止加工变形;②精加工装夹时,要前后多次调换盖板零件与工装的配合面,反复修复工装内所有配合面上黑色研磨痕迹,保证定位后的盖板零件与工装配合曲面不能有明显的间隙;③清除干净工装内清根清角处及配合面上的切屑,避免压伤盖板零件,影响表面质量;④锁紧两侧螺钉时,应左右交替对称旋拧,尽量避免装夹力引起的变形。
2.3 精加工安装面
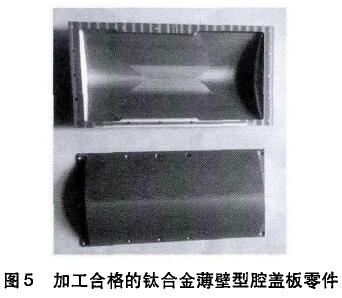
经检测加工完成后的安装面,造成平面度和表面粗糙度超差的主要原因是刀痕或加工变形等因素,这就需要重新精加工安装面。定位基准和装夹固定面都应选取盖板零件两侧的平行安装台阶面,首先选择精铣的加工方法,然后选择精磨的加工方法,最后选择研磨的加工手段,并且在加工过程中不断检测。在凸型腔加工工序预留0.5mm以内的加工余量,以达到精度要求。加工完成后经过检验合格的盖板零件(见图5)。
3、结语
钛合金TC4属于典型的难加工材料,通过选择合理的刀具类型和切削用量来克服加工难度。盖板零件属于薄壁和型腔的结构,实际的数控加工中合理地选取了加工方法,科学地选取了各种加工参数,保证了盖板零件的加工精度和表面质量。使用同一个工装,在设计时能与盖板零件的整体工艺相符合;在技术上不仅解决了装夹定位,还能巧妙地克服2mm薄壁加工振颤,避免装夹力过大、防止变形等问题;在加工实践中,合理利用工装可以降低成本,方便操作,省时高效。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

