


直线电机在高速防护罩试验台应用研究
2022-3-1 来源: 沈阳机床(集团)有限责任公司 作者:赵 鑫
数控机床高速切削技术的发展和生产制造应用中的实际需求,都对机床的性能提出了越来越高的要求。作为数控机床中的重要部件,防护罩的速度性能受到越来越多的重视。由沈阳机床钣焊事业部新出品的钢板式新型高速防护拉罩的速度可以达到 60m/min,加速度也提高到旧产品的数倍。
为了针对此款新型钢板式高速防护拉罩进行长时间耐久性试验,沈阳机床设计研究院新品实验基地设计了高速防护罩测试试验台,对其进行测试。考虑到测试目的是为了检验防护罩的高速度和高加速度性能,在对比了传统旋转电机和直线电机的特点之后,选择了使用直线电机作为测试防护罩的试验电机。
一、直线电机的特点
直线电机可以作是将一台旋转电机径向剖开,然后将电机的圆周展成直线。与传统交流电动机相比,直线电机直接产生直线运动,而不是像传统的旋转电机,要用滚动丝杠进行传动的形式,如图 1 所示。
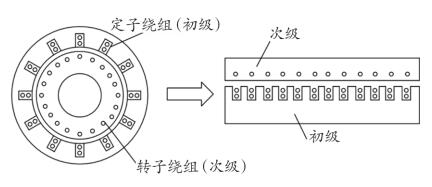
图 1 由旋转电机演变为直线电机的过程
直线电机的传动力是在气隙中产生的,线性模组除了直线电机导轨外,没有其他任何的摩擦。其运行的行程在理论上是不受限制的,而且其性能不会因为行程大小改变而受到影响。
直线电机结构简单,体积小巧,通过最少的零部件数量实现要完成的直线驱动,其运转可以提供很宽的转速运行范围,特别是在高速状态下运行是一个突出的优点。
直线电机可以提供很大的加速度,最大可达到 10g,同时可以做到运行平稳,这是因为除了起支撑作用的直线导轨和气浮轴承外,伺服电动缸没有其他机械连接或转换装置的缘故。
直线电机具有较高的精度和重复定位精度,因为其消除了影响精度的中间环节,系统的精度取决于位置检测元件,有合适的反馈检测装置可达到微米级。
在维护保养方面,由于直线电机的部件少,运动时无机械接触,大大降低了部件间的磨损,只需很少维护甚至可以无需维护,寿命较长。但是直线电机也有耗电量较大,发热量较大而且不利于散热的一些相对劣势的地方,这些也需要引起设计工程师的注意。
二、基于西门子数控系统的直线电机应用研究
1.硬件设计
高速防护罩试验台配有西门子 1FN3 系列的直线电机,从直线电机端引出 3 条动力线、一条地线和两对温度信号线(一对 KTY84、一对PTC),编码器采用海德汉 LC183 绝对式光栅尺。动力线直接与西门子 840Dsl 的驱动模块连接。温度信号线连接编码器模块 SME125 的X200 端口,编码器信号线电缆连接至 SME125模块的 X100 端口,最后 SME125 的 X500 接口通过 DRIVE.-CLiQ 线与驱动模块的 X202 连接,如图 2 所示。
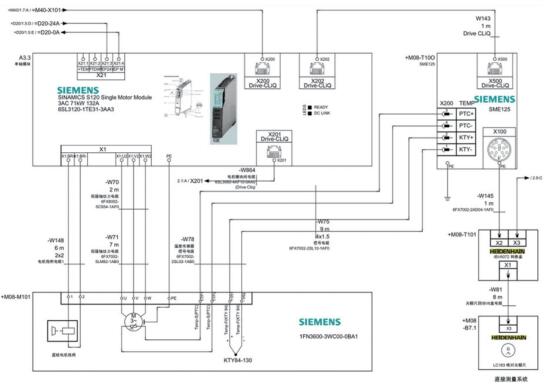
图 2 直线电机硬件连接
2.直线电机首次通电和驱动的配置
直线电机第一次通电前,在给使能之前,务必限制 p640 为缺省值的十分之一或者更小 ; 电机正常运行后再恢复 p640。另外,降低电机温度报警阈值 p604、p605,也对保护直线电机起正向的作用。
试验台采用的直线电机为西门子公司制造的1FN3600-3WC00 系列直线电机,该电机可以通过西门子系统自动读入电机的相关参数。
3.关于编码器极性的校正和配置
对于直线电机,需要校正编码器极性。首先确认驱动的正方向,再校正编码器计数正方向。直线电机初级移动时,初级朝与出线方向相反的方向为驱动正方向,如图 3 所示。
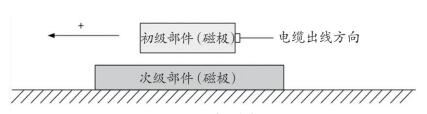
图 3 驱动正方向
确定编码器计数正方向,读数头远离铭牌的方向为编码器计数的正方向,如图 4 所示。转子的位置信息一般可以由电机编码器提供,但由于直线电机本身没有编码器,需要通过外置的编码器获取位置,本试验台中使用海德汉光栅尺绝对式编码器 LC183。
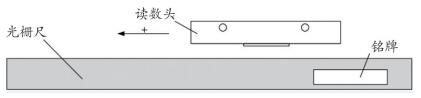
图 4 编码器计数器的正方向
按驱动正方向推动初级部件,若测量系统计数值增加,则不需要反极性,如果计数值减少, 则需要设置驱动参数 p410[0] Encoderinvertion actual value =H3。
实际采用的海德汉直线光栅尺 LC183c,栅距 0.02mm。系统配置后会自动读入默认值,仅需检查驱动参数 p404、p407。
4.直线电机的温度评估
正确连接被系统识别后,系统会自动读入默认值,仅需检查,见表 1。
表 1 驱动参数
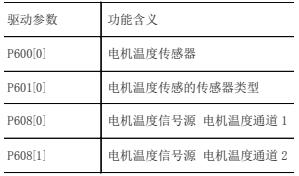
当温度显示值不等于 -200℃时,该温度显示有效(已经连接了一个 KTY84/PT1000 温度传感器); 当温度显示值等于 -200℃时,该温度显示无效(温度传感器故障,或已连接了一个PTC 传感器)。
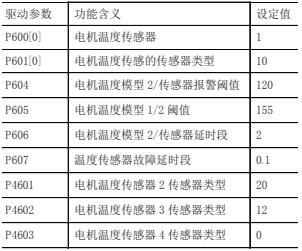
试验台实际采用的是 SME125 编码器模块,连接一组 KTY84 温度传感器。应正确设置下列温度传感器参数。本实例中相关参数和设定值见表 2。
表 2 驱动参数
5.直线电机转子位置的识别
由于直线电机工作原理,决定了驱动必须知道电机转子的位置,测量出电机转子和编码器之间的相位角,再通以合适相位的电流才能保证电机的最佳特性。如果这个角度未测量或者角度设定不准确,就会导致电机运行时电流过大。
驱动识别转子位置(或称同步)包含两个过程 : 粗同步和精同步。粗同步保证电机可以运动 ;精同步保证电机运行状态可以达到最佳。识别方法 1: 基于电流饱和的识别方法,见表 3。
表 3 驱动参数
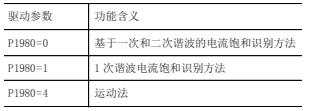
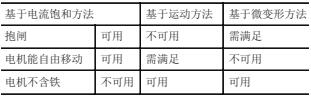
表 4 识别方式的应用场景
识别方法 2: 基 于 运 动 的 识 别 方 法。P1980=10。基于运动的方式意味着测试时,必须存在运动,所以不适用于垂直轴的识别。识别方法 3: 基于微变形的识别方法(很少使用)。P1980=20。用于无铁芯的直线电机。使用微变形方法必须满足前提条件 : 必须有抱闸。
表4 给出了不同转子识别方式的应用场景。
对于本试验台实际采用的 1FN3 系列直线电机,在识别方法的选择上,只能采用 P1980=1(饱和法一次谐波识别方式)或者 10(运动法识别方式)。
表 5 饱和法驱动参数说明
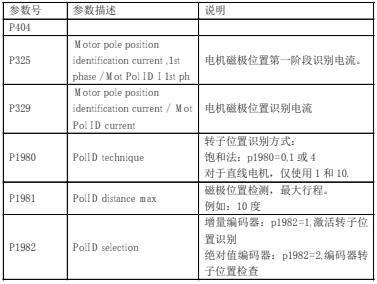
表5 指出了磁极位置检测识别方法的相关参数说明。
基于电流饱和转子位置识别调试的流程 ( 仅针对本试验台使用的绝对值式光栅尺 )。
(1)粗同步
编码器通过磁极位置识别
p404 设置,实例中的 p404 是系统自动识别上来。设置 p1982,对于本例中的绝对值编码器 p1982=2。
(2)基于电流饱和法
P1980 PolID technique=1,1 代表选择饱和法一次谐波识别方式。
P329[0] Mot PolID current=额定电流的 10%-30%。
(3)基于运动法
P1980 PolID technique=10,10 代表选择运动法识别方式。P329[0] Mot PolID current=额定电流的 10%-30%。
(4)精同步
P1990 Enc_adj de tang=1启动转子位置识别。
给伺服轴使能,驱动使能后,电机会发出 “嗡嗡” 声。
报警号207965<location>Drive: Save required,此时换向角自动写入 p431( 换向角偏移 )。然后保存驱动数据。
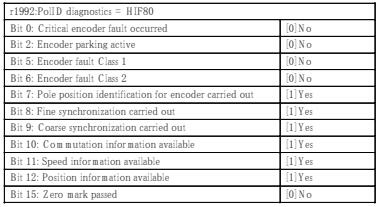
检查 r1992=H1F80 bit7=1bit8=1 bit9=1 bit10=1,见表 6。
表 6 r1992 参数表
(5)检查换向角
设置 p1983 PolID test = 1 启动磁极位置检测测试。
检查 r1984 PolID ang diff<10 数值应该小于 10。
完成上述调试过程后,保存驱动参数,之后每次驱动上电,系统会直接使用 P431 内的换向角偏移角度。
6.直线电机驱动优化
为了让设备的电气性能和机械性能更加匹配,进而获得最佳的动态性能和控制效果,需要对驱动参数进行优化。
驱动系统进行优化主要是三环控制的优化,也就是电流环、速度环、位置环。电流环是控制的根本,完全在控制器内部进行,以电流信号作为反馈,一般是霍尔传感器完成 ; 速度环一般通过电机编码器进行负反馈的 PID 调节,使电机速度与设定速度保持一致 ; 位置环是最外侧的一环,也是最终要控制的一环,使用位置传感器进行反馈。三环控制过程如图 5 所示。
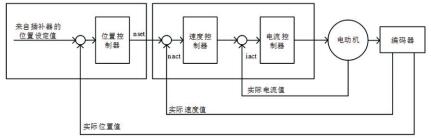
图 5 伺服驱动的三环控制
直线电机调试运行正常后,就应该进行驱动参数优化的过程。利用西门子数控系统提供的自动伺服优化(AST),可以制定自定义优化策略和方案。由于本实例中使用的是西门子系列电机,电流环出厂已设置好,因此主要对速度环、位置环进行优化,优化的思路和原则是调增益和时间数。优化后,观察速度环和位置环的幅频测试曲线,并查看电机实际运行时的各参数,都在正常值,即可完成优化。本实例中速度环的增益 P1460 优化后的数值比较大 , 值为 101795.516,位置环增益 32200 为3.99999992。
7.直线电机运行检测
直线电机完成配置之后,高速防护罩试验台进行耐久性试验。在西门子系统界面上,跟踪直线电机的运行电流、输出力矩、跟随误差和轮廓误差。上述数据在实际运行中都没有较大的波动和偏离,表明数控系统对直线电机的控制是合适的。
三、总结
本文结合沈阳机床设计研究院新品实验基地的高速防护罩试验台,分析了直线电机的结构特点以及对比伺服电机的优点,详细说明了西门子数控系统与直线电机的接线方式以及直线电机转子位置识别的方法,最终通过检测直线电机在试验台上的实际应用运行状态证明了电机可以稳定可靠的运行。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

