


摘 要: 针对梯形螺纹的加工问题,研究数控程序编制方法。首先,基于 Edgecam 软件提出了螺纹加工的编程思路,而后,论述了加工工艺设计和程序编制等关键技术,利用 PCI 和 CODE 等二次开发语言编制了后置处理器程序,最后以某零件的梯形螺纹加工实例测试了方法的有效性,实现了螺纹制造的智能化和快速化,为其他智能编程提供了借鉴。
关键词: 梯形螺纹加工; 数控编程; Edgecam; PCI; CODE
螺纹是机械零件的典型结构,牙型有三角形、矩形、梯形和圆弧形等。常见的普通三角形螺纹牙型角是 60°,可在数控车床上加工,加工程序由自动化的 CAM 编程软件编制; 梯形螺纹主要用在调节传动机构上,精度高,但加工困难。现今的 CAM编程软件无梯形螺纹自动编程功能,通常需要手工计算或利用计算机逐次构造分析数据点,而后手工
程序代码编写,或利用宏变量编程,程序编制繁琐且易错。
Edgecam 是由 Vero 公司开发的智能数控车铣加工编程系统 [1 - 2],客户使用量居于独立 CAM 系统前列,具有完备的客户二次定制开发功能,可利用 JVASCRIPT、VB、VC + + 和 C#等语言开发复杂的交互界面,可基于工艺模型进行非交互自动制造特征识别和构建并进行加工,能够定制复杂机床的后置处理系统,特别适合开发定制的自动化数控编程系统。
1 、关键技术及实现方法
1. 1 工艺设计
梯形螺纹的轴剖面为等腰梯形,具有左旋和右旋、内螺纹和外螺纹、公制和英制、单线和多线等多种结构形式。
典型加工工艺方法如图 1 所示[3],其中 b 和 c为粗加工方式; a 和 d 方法本质相同,区别在于刀具宽度不同,a 法每层螺纹循环路线有 2 个切削起点,切削 2 次; d 法每层螺纹循环路线有多个切削起点,切削多次。
系统采用混合层切法加工,切削轨迹同螺纹的外径方向平行,向实体入体方向一层层加工。采用的车刀为梯形成形车刀,螺纹的牙槽两侧表面最终由 2 个副切削刃成形,即副切削刃的主偏角和副偏角与牙型角度匹配。
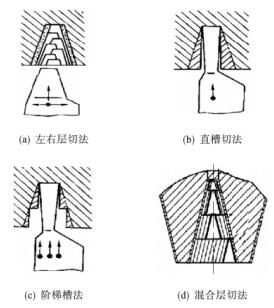
图1 典型异型螺纹
1. 2 程序编制
在数 控 NC 程 序 中,螺纹切削代码主要有G32、G92 和 G76 等 3 种形式。螺纹的切削路线通常采用封闭循环方式,而 G32 指令为单一指令,需要在每个指令前增加一条 G00 进刀指令,在每个指令后增加 1 条 G01 和 1 条 G00 退刀指令,代码复杂; G90 为单一循环指令,前述 4 条加工路线由1 条指令实现,加工完成后刀具回到循环起点,准备下一次加工; G76 为复合循环指令,由 2 个程序段组成,采用径向斜进层切循环,利用输入的程序指令参数自动计算路线,代码精简,但不适合混合层切,故梯形螺纹编程时采用 G92 代码。在 Edgecam下的梯形螺纹编程流程如图 2 所示,系统尽可能利用原来的三角螺纹定义功能,局部改造后输出梯形螺纹加工程序。功能开发完成后能够与原来的正常三角螺纹和其他 CAM 定义功能无缝集成,一个工序定义中既可以加工正常螺纹,也可以加工梯形螺纹。另外,其他针对工序的平移、旋转、移动和比例等变换操作依旧适用。
在梯形螺纹输入层切参数模块的同时,打开梯形螺纹加工开关,如图 3 所示。输入的参数有: 螺纹槽底宽度 CK,螺纹车刀的顶面宽度 DK,螺纹 Z向的进刀 ZJJ。输入后需要自动检查数据的合理性,要求 CK≥DK,( DK - 2r - ε) ≤ZJJ,ε 为刀具间距余量; 当 CK = DK 时,ZJJ = 0。
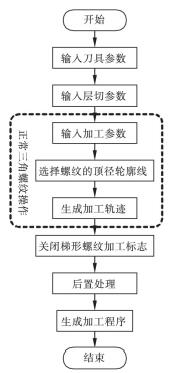
图 2 梯形螺纹编程功能流程
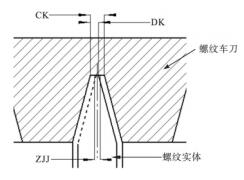
图 3 梯形螺纹加工层切参数
利用二次开发 PCI( Program Command Interface)语言和 VB. net 语言编写程序实现梯形螺纹的输入层切参数定义,打开后置处理的螺纹 生成开关,形成 CAM 操作定义,程序编制后的工序浏览器如图 4 所示。
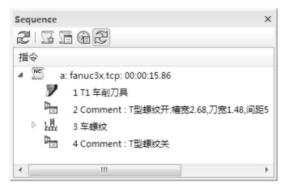
图 4 梯形螺纹编程后工序浏览器
CAM 层切参数定义后,可以在工序视图中双击具体的梯形螺纹开工序图标更改定义的参数值。参数更改应严格按照文字的顺序和使用规则,如果格式错误将不能产生正确的 NC 程序。
1. 3 后置处理
Edgecam 不经过生成类似 APT 语言的前置刀位文件后再生成具体数控机床使用的 NC 程序的典型流程,而是利用 CAM 操作调用机床后置处理器 TCP 接口文件直接生成 NC 程序。机床接口TCP 文件可以利用代码向导 CodeWizard 程序辅助生成,在 CodeWizard 中采用菜单交互式选择方式,对机床总体参数进行设置,定制程序字的样式,选择具体的 NC 代码样式,定制代码构造器和辅助功能[4 - 5]。
通用主流数控系统和典型机床的后置处理器系统直接选用即可。对于特殊系统机床需要选择一个相近机床,选择 FANUC 0i 系统的 CodeWizard用数据 CGD 文件,而后交互定制,对于复杂的功能需要利用后置处理编译器 CODE 语言编写程序,而后内嵌到代码向导 CodeWizard 中的代码构造器中,方可生成适合加工的 NC 程序[6],具体定制算法如图 5 所示。
2 、应用实例
某零件的梯形螺纹如图 6 所示,此零件先进行除螺纹外的其他工序加工,最后车削加工端头的螺纹。螺纹加工时,编程坐标系设置在零件的右端面,切削外螺纹使用刀尖圆弧半径为 0. 1 的 29°梯形外螺纹车刀,输入层切参数值: 螺纹槽宽度 CK =268刀具宽度 DK = 1. 48,切削步距 ZJJ = 1. 2。
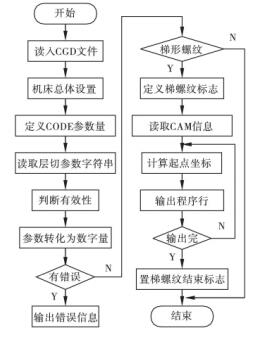
图 5 后置定制算法
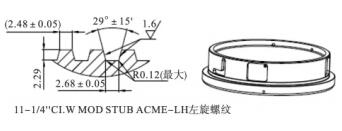
图 6 典型梯形螺纹零件
生成的 FANUC 系统机床所用的加工程序( 部分) 如图 7 所示,利用 VERICUT 进行仿真,其结果验证了系统设计的正确性。经过实际零件的切削加工,得到了合格的产品。
3 、结 论
基于 Edgecam 的梯形螺纹自动编程技术研究了梯形螺纹的数控程序编制方法,重点论述了加工工艺设计、程序编制和后置处理等关键性问题[7],完成了系统的开发并加工出了合格的产品,提高了梯形螺纹编程加工的效率,也为其他形式的异型螺纹的加工和其它产品的智能编程提供了借鉴作用。
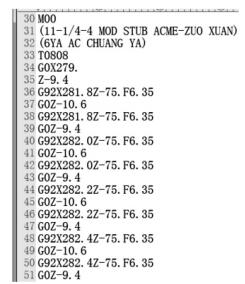
图 7 梯形螺纹程序( 部分)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

