


一种车加工圆锥体外螺纹的专用工装
2017-8-2 来源:莱芜钢铁集团有限公司设备检修中心 作者:崔希新
摘要:针对圆锥体上外螺纹加工问题进行分析,应用靠模法对车床进行创新改造,从而实现圆锥体上外螺纹在普通车床上进行加工。提高了圆锥体上外螺纹的加工精度及加工效率,降低了劳动强度。
关键词:车床;圆锥体;外螺纹;靠模工装
0.引言
在生产实践中,经常会遇到圆锥体上加工外螺纹的的任务。常规情况下,对于锥度及螺纹精度要求不高时我们采用手动控制进给来实现这一任务,而对于锥度及螺纹要求较高时我们采用靠模法加工来实现。而传统靠模法一般都要将车床进行改装,拆除中托板和托板丝杠等部分,并设计相应的靠模工装,实现过程比较复杂而且必须是专用设备。因此我们认真分析研究,设计了一种新的加工装置和实现方法来完成圆锥体上加工外螺纹。
1.工装的结构与工作原理
工装结构如图1所示,主要由机床尾座3、斜块4、车刀5、螺栓6、球头螺杆7、压板8、机床刀架9等部分组成。车床尾座3一侧面提前铣削出一平面,加工一斜块4,底面与车床尾座3的平面结合并用螺栓连接。斜块4的斜面角度与圆锥体斜度相同。压板8一端加工平整并与车床进给刀架9连接;一端焊接一钢块,加工与球头螺杆7相配合的内螺纹孔,一侧面攻定位丝孔。将球头螺杆旋入压板8,使球头与斜块4的斜面接触,用螺栓6固定压板8与球头螺杆7位置。工作原理:将工件2固定在图1中的机床三爪夹盘1上,用百分表找正,用机床尾座3顶住工件2,调整好车刀5位置及螺距等。开动车床,工件2随三爪夹盘1做回转运动,操作者缓慢转动车床中拖板控制进给量,直至车削至工件2要求尺寸。
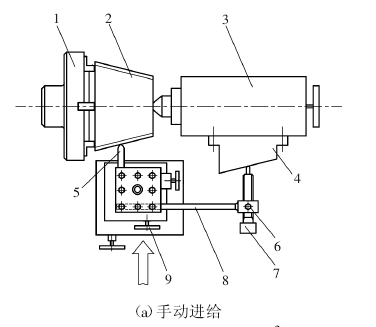
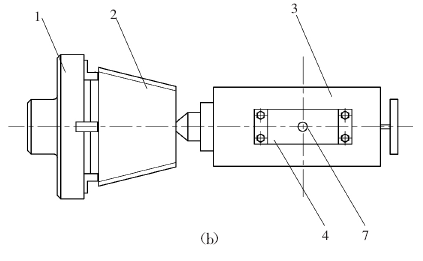
图 1 工装结构
1.机床三爪夹盘 2.工件 3.机床尾座 4.斜块5.车刀 6.螺栓 7.球头螺杆 8.压板 9.机床刀架
尾座3一侧面提前铣削出一平面,加工一斜块4,底面与车床尾座3的平面结合并用螺栓连接。斜块4的斜面角度与圆锥体斜度相同。压板8一端加工平整并与车床进给刀架9连接;一端焊接一钢块,加工与球头螺杆7相配合的内螺纹孔,一侧面攻定位丝孔。将球头螺杆旋入压板8,使球头与斜块4的斜面接触,用螺栓6固定压板8与球头螺杆7位置。工作原理:将工件2固定在图1中的机床三爪夹盘1上,用百分表找正,用机床尾座3顶住工件2,调整好车刀5位置及螺距等。开动车床,工件2随三爪夹盘1做回转运动,操作者缓慢转动车床中拖板控制进给量,直至车削至工件2要求尺寸。
2.工装设计和操作的要求
1)车床尾座3与斜块4的结合面应磨削加工,平面间隙尽可能最小。连接螺栓采用精度更高的铰制孔与螺栓。安装时,必须保证斜块4的中心线水平。2)斜块4的锥度必须与工件2圆锥体的锥度相同。3)球头螺杆7与压板8螺纹配合须精密,且紧固可靠。球头与斜块4接触的斜面应该磨削加工,球头必须光滑。4)工件2装夹时,借助百分表找正工件2,待找正后,尾座3顶针顶住工件2后,调整好车刀5位置。5)通过球头螺杆7与压板8的螺纹连接调整球头与斜块4接触的位置,调好后用螺栓6紧固。6)不同锥度的同类工件只需加工、更换和该工件锥度相同的斜块即可。
3.结语
本工装结构设计合理,操作方便,避免了拆卸改装车床进给系统的传统靠模方式,获得了一种在普通车床上加工圆锥体上外螺纹的方法,提高了圆锥体上外螺纹的加工精度及加工效率,降低了劳动强度,在生产应用中取得了显著的经济效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

