


【摘要】本文通过澳大利亚机车构架牵引座的试制加工过程,探索研究了在SIEMENS数控系统和FANUC数控系统控制下的加工中心在斜面上的螺纹孔的加工方法。
关键词:加工中心;斜面加工;铣螺纹
作为机车走形部的重要部件——构架牵引座,不仅是车体与转向架联接的关键受力件,承载着整个机车的牵引力,其复杂的“八字形”结构,较高的尺寸精度要求,更是给加工带来了极大的困难。
1. 工艺难点
澳大利亚机车为了保持与欧美机车接口的通用性,采用了“中心销加八字形拉杆”的牵引结构,如图1所示,即在构架上有一八字形的牵引座,其加工平面与机床的Y—Z平面存在10°夹角,构架加工时需要完成牵引座10°及350°方向上的两个平面及平面上的两组四个螺纹孔M30-6H的加工。但是,牵引座位于构架中部,四周均有梁体干涉,其装配平面及装配螺纹孔与构架的横向和纵向中心又存在一定的角度,不论是水平放置还是竖直放置,使用常规的机械钻孔攻螺纹方法均不能实现其整体加工。另一方面,如果采用钳工手动攻螺纹,由于该螺纹孔的孔径尺寸较大,攻螺纹过程中容易导致螺纹孔轴线偏斜,难以保证产品质量。针对澳大利亚机车构架现状,我们决定采用加工中心,通过直角附件铣头的旋转配合数控系统控制用螺纹铣削方式加工该孔。但是,即便如此,该过程还存在以下几个方面的困难:
(1)生产现场两台数控龙门加工中心分别为SIEMENS数控系统及FANUC数控系统,此前相关附件铣头只在0°、90°、180°、270°方向上进行过加工作业,并没有在斜面加工上的成功经验,附件铣头转过一定角度后的加工精度需要进一步验证
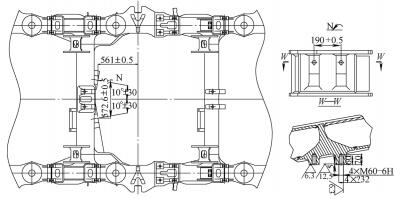
图1
(2)如何实现机床附件头与工件坐标系的同
步转换。从图1可以看到,牵引座平面与构架横向中心线成10°夹角。在加工过程中,可以通过机床商设定的程序实现附件头的转位,使刀具的中心轴线与待加工平面保持垂直;在编程方面,也可以通过L×sinθ,L×(1-cosθ)(L等于附件头及刀长之和,θ为待加工面与基准面的夹角)计算出平面及孔加工轨迹的起点及终点的点位坐标。但是,这仅限于直线进给的坐标点补偿。如果不能有效的实现机床附件头与工件坐标系的同步转换,对于非常规平面的铣圆、螺旋线加工等必须三轴联动进给的坐标补偿就很困难,部分系统自带加工循环也不能正常工作。
(3)螺纹孔加工困难,由于牵引座螺纹孔的轴线与机床坐标系存在夹角,而且孔的有效深度较深,达到60mm,又是水平方向钻孔加工,加工过程中排屑、冷却均很困难,螺纹底孔的质量难以保证。其次,牵引座螺纹孔直径较大,对加工中心主轴的要求和影响较大,不适宜用加工中心攻螺纹;螺纹铣削技术也只在部分资料中有个大概了解,并
未在生产中实际运用过,尤其是斜面上的螺纹铣削技术的应用更为少见。
2. 解决措施
鉴于新机床旋转非常规角度后的准确性不明,铣螺纹也未在正式产品中使用,必须通过工艺试验验证其准确性及有效性。因此我们设计了如下试验过程。
(1)机床斜面方向加工精度验证 如图2所示,在两种数控系统控制下,分别用加工中心主铣头加工出一个0°方向基准平面,然后按程序用主铣头以斜线进给方式加工一个与基准面成10°夹角的第二基准面。然后换直角铣头,在0°方向钻一基准孔,然后转角10°,按计算好的数值,在第二基准面的基础上加工一台阶面,钻两个孔。最后上三坐标测量机检测10°平面及孔与基准面、基准孔的角度、位置、孔距,从而判断机床在斜面上的加工精度是否满足工艺要求。经过现场试验验证。
(2)坐标转换验证 要实现非常规平面螺纹孔铣削,必须将工件坐标系旋转至与待加工面相同的角度,才能将斜面编程转化为平面编程,从而简化程序编制,减少计算量。
‘
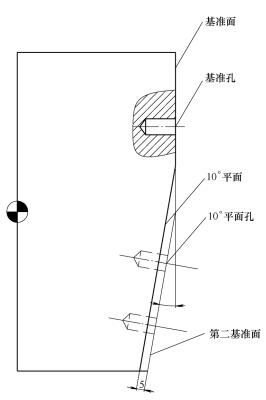
图 2
在海天加工中心上,由于机床自带坐标旋转功能,因此我们选用SIEMENS 840D数控系统旋转循环CYCLE_TS(“HE3”,1,-561-263.8,260-5,0,10,0,0,0)将工件坐标系旋转至10°平面,并且将坐标原点平移至两个螺纹孔的对称中心,然后进行联动加工,试验证明机床可以正常工作而且刀具及附件头的长度可以正确补偿。对于不能自动实现坐标转换的SIEMENS 840D数控系统加工中心,我们选用可编程旋转指令ROT同样可以实现工件坐标系的旋转和坐标原点的平移。但是由于刀具和附件头长度参数会影响运动轨迹的点位正确性,需要对各点位的X及Y向分别进行参数补偿,其中在进给方向的补偿值为L'=(L1+L2)(1-cosθ)(L1为刀具长度,L2为附件头进给方向的长度,θ为刀具中心轴线与工件坐标系的夹角,θ≤90°),即最终的刀具长度补偿L=(L1+L2)+ (L1+L2)×(1-cosθ);另一方向的长度补偿为L"=(θ)×sinθ,补偿的方向视具体情况而定。
对于FANUC数控加工中心,我们首先选用旋转指令G68,但是在试验中我们发现在G68指令控制下,系统仍然是在原加工平面加工,并不能将工作平面旋转至非常规角度加工,刀具长度也不能正常补偿,因此不能实现非常规平面的铣圆或者钻孔循环,也就无法进一步实现螺纹铣削。换句话说,G68指令只能实现平面旋转而无法进行柱面的立体旋转。要完成工作平面的旋转必须实现工件坐标系的立体旋转。后来,我们根据机床自带坐标旋转功能,使用G117/G118指令使工件坐标系旋转后,重图 2 新进行三轴联动铣圆试验,证实可行。调用系统自带加工循环程序,也可以正常运行。至此,两台数控龙门加工中心机床附件头与工件坐标系的同步转换实现。
3. 螺纹铣削验证
由于牵引座加工位置特殊,孔径较大,不论是机动或是手动攻螺纹难度都很大。考虑到螺纹铣削不仅拥有优异的表面质量和尺寸精度,而且加工效率和稳定性都较好,加工成本低,对机床要求不高,所以本次牵引座M30-6H螺纹孔拟考虑用螺纹铣削加工。
根据实际情况,我们首先选择用SIEMENS系统自带铣螺纹标准循环CYCLE90及主铣头进行铣削,通过试验我们发现,CYCLE90循环采用的是单齿铣刀加工螺纹,不仅刀尖磨损极快,而且生产效率低下。后以手动编程方式,改用螺纹梳刀,一刀加工多齿。这样既能充分利用螺纹铣刀的多个刀齿,又能大大提高生产效率。该过程的三个关键点是:①在相邻两个加工循环之间接刀,必须精确计算接刀点的三个方向的坐标值,然后在该接刀点平面上以直线或比底孔半径小的圆弧方式切入,不能以螺旋线方式切入,否则将产生乱牙现象。②每个加工循环只进给一个螺距深度,相邻两个加工循环之间进给整数倍螺距。③必须事先校正刀具半径至标准值,确保孔径不超差。
主铣头试验成功后,通过机床坐标转换及坐标平移,将主铣头螺纹铣削程序移植到附件头转位加工中,即可进行非常规平面螺纹孔加工。以海天加工中心SIEMENS840D数控系统为例,分四个加工循环铣削牵引座螺纹孔,编制如下加工程序:
N0010 T1
N0020 M6
N0030 G54 G90
N0040 CYCLE800;取消此前坐标转换
N0050 CYCLE_TS(“HE3”,1,-561,-263.8,
260.5,0,010,0,0,0);坐标系转换10°,并将坐标原点
平移至牵引座对称中心
N0060 D2;调用刀具补偿,无需计算补偿参数,系统自
动计算
;A)第一孔
N0070 G00 Y600
N0080 Z=100
N0090 X=-190/2
N0100 Y=0
N0110 M03 S350 F60
N0120 G00 Z=20
N0130 G01 Z=-63;采用顺铣,从孔底向孔口进给
;1)第一刀
N0140 G41 G01 X=-190/2+15 Y=0
N0150 G03 X=-190/2+15 Y=0 Z=-63+3.5 I=-15 J=0;以一
个螺距进给一周
N0160 G40 G01 X=-190/2 Y=0
;2)第二刀
N0170 G01 Z=-63+3.5*5;相邻两循环间进给螺距整数倍
N0180 G41 X=-190/2+15 Y=0
N0190 G03 X=-190/2+15 Y=0 Z=-63+3.5*5+3.5 I=-15 J=0
N0200 G40 G01 X=-190/2 Y=0
;3)第三刀
N0210 G01 Z=-63+3.5*5*2
N0220 G41 X=-190/2+15 Y=0
N0230 G03 X=-190/2+15 Y=0 Z=-63+3.5*5*2+3.5 I=-15
J=0
N0240 G40 G01 X=-190/2 Y=0
;4)第四刀
N0250 G01 Z=-63+3.5*5*3
N0260 G41 X=-190/2+15 Y=0
N0270 G03 X=-190/2+15 Y=0 Z=-63+3.5*5*3+3.5 I=-15
J=0
N0280 G40 G01 X=-190/2 Y=0
N0290 G00 Z=100
N0300 CYCLE800;取消坐标转换
N0310 M30
对于FANUC数控系统,由于系统本身没有螺纹铣削加工循环,只能采用手动编程方式加工,螺纹铣削部分的加工程序与SIEMENS系统类似,不同的仅是坐标旋转部分,现将坐标旋转程序编制如下:
N0010 T1
N0020 M6
N0030 G117 C54(选择待旋转工件坐标系G54)
N0040 G118 B10(工件坐标系旋转10°)
……
N2050 G117 C54
N2060 G118 B0(附件头复位)
N2070 M30
与SIEMENS系统不同,FANUC数控系统在坐标旋转以后,刀具长度及附件头长度不能正确补偿,为了保证孔的点位坐标的正确性,在非常规平面加工时,应先手动将附件头X、Y向的补偿参数值调整为“0”(Z向可以正确补偿,无需更改),然后在手工编制程序时在进给方向上加以补偿,即坐标转换后的Z=Z坐标点±(刀具长度+附件头长度),符号方向视具体情况而定。
4. 结语
通过上述3个步骤验证,完全实现了SIEMENS数控系统和FANUC数控系统加工中心的螺纹铣削,并成功的运用于澳大利亚机车构架牵引座加工。既很好的保证了产品质量,又大幅降低了澳大利亚机车牵引座的加工难度,提高了生产效率,为澳大利亚机车的成功试制奠定了坚实的基础。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

