


摘要: 针对某公司MZ2015 自动磨床数控化改造的需求,选用西门子828D 数控系统,伺服驱动系统采用与西门子828D 配套的S120 伺服驱动单元及1FK7 交流伺服电动机,机床外围I /O 控制采用西门子S7 -200PLC 模块控制,编写CNC 加工程序,实现了数控系统的改造。
关键词: MZ2015 磨床; CNC 改造; 西门子828D
MZ2015 自动磨床是某厂轴承加工广泛使用的设备,用于轴承套圈内圆磨削,由于该机床的早期电气系统采用的是继电器接触器控制,电气元件较多,导致可靠性差,电气故障频繁。且机床使用时间较长,以致系统老化,工作不稳定,工件精度得不到保障,故采用西门子828D 数控系统对其进行系统改造,使其工作稳定,满足使用要求。
1、 方案设计
针对MZ2015 磨床进行数控化改造的主要方案是: 磨床的机械部分和液压系统基本保持不变,因MZ2015 磨床的电气控制部分与数控机床电气控制部分不相同,在实行数控化改造时拆除所有原气控制部分。选用西门子828D数控系统来代替机床原有的继电器控制系统。主轴电动机采用三相交流电动机取代原来的直流调速系统,配以与之配套使用的台达VDF系列变频器,可实现无级调速。伺服驱动系统采用与西门子828D 配套的S120 伺服驱动单元及1FK7 交流伺服电动机,由交流伺服电动机来控制拖板部分,由于伺服电动机内配有编码器,X 轴、Z 轴可构成半闭环控制,从而提高了控制精度。机床外围I /O 控制采用西门子S7 - 200PLC 模块控制,并重新编写PLC 程序,取代原有的继电器接触器控制。
2、 系统设计
MZ2015 自动磨床的功能是对同步器锥环内锥面进行磨削,主要有砂轮架的横向往复运动、纵向移动共两个伺服驱动模块,西门子的新数控系统功能强大,售后有保障,且能满足用户自由地配备模块的需求。又由于公司其它车间的机床多采用西门子数控系统,在安装调试方面积累了比较丰富的经验。故采用西门子828D 数控系统来实施改造。系统硬件连接图如图1 所示。
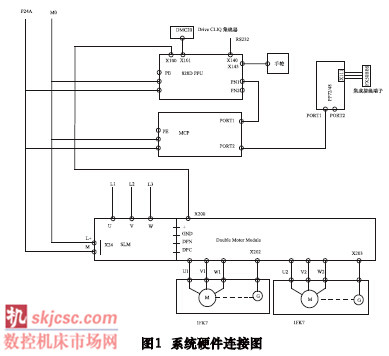
SIMMERIK 828D 数控系统是将CNC、PLC、HMI 和通讯任务集成于一个单一部件,由几大部分组成: 驱动系统电源,伺服电动机控制,数控系统,输入输出模块,控制面板( MCP) ,机床侧电气接线端子,手轮,编码器。SINAMICS S120 作为西门子SINAMICS 驱动系列之一,可以提供高性能的单轴和双轴驱动,模块化的设计可以满足应用中日益增长的对驱动系统轴数量和性能的要求。SINAMIC S120 是集V/F 控制、矢量控制、伺服控制为一体的多轴驱动系统具有模块化的设计。
各模块间( 包括控制单元模块、整流、回馈模块、电动机模块、传感器模块和电动机编码器) 通过高速驱动接口DRIVE - CLIQ 相互连接。1FK7 电动机是永磁式同步电动机,与SINAMICS120 配套使用,分为“紧凑型”、“高动态型”和“高惯性型”等型号。该伺服电动机具有电子铭牌,系统可以自动识别所配置的驱动系统。具有更高的控制精度和动态特性,更高的可靠性。同时,这些自冷却式电动机的特点是具有优异的过载能力,结构坚固而紧凑。它们通过可旋转的连接器与预组装电缆进行连接,可灵活、快速和安全地与变频器相连。SINAMICS S120 驱动连接示意图,如图2 所示。
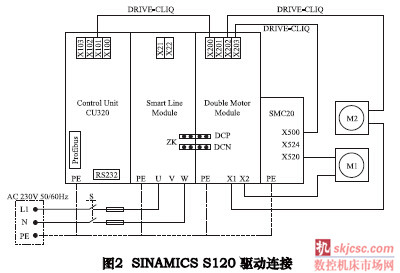
SLM 没有DRIVE CLiQ 接口,由828D X100 接口引出的驱动控制电缆DRIVE CLIQ 连接到第一台电动机模块的X200 接口,由电动机模块的X201 连接到下一台相邻的电动机模块的X200,按此规律连接所有电动机模块。并且保证功率大的电动机模块应与电源模块相邻放置。X202、X203 为电动机编码器反馈信号。
3 、程序设计
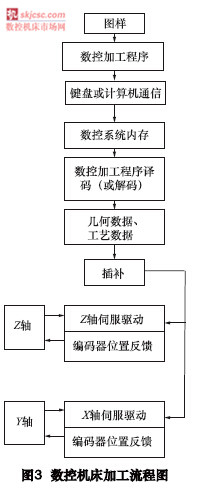
改造后磨床为数控磨床,根据工件加工工艺流程编写CNC 加工程序,经数控系统编码译码后再经各类驱动器有序地控制各轴和辅助装置的动作,完成对内锥面的磨削加工。磨床加工流程图如图3 所示。
主程序即为磨削程序,工件在夹具的固定下,随主轴电动机的旋转做圆周进给运动。首先对内锥面进行粗磨加工,粗磨加工完成后砂轮表面的磨粒变钝且有很多磨屑附着在上面,不符合精磨加工要求的磨削精度和表面粗糙度。所以在粗磨加工完成后,对砂轮进行一次修整,让后一次进行精磨加工和光磨加工。
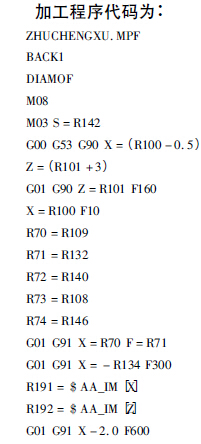
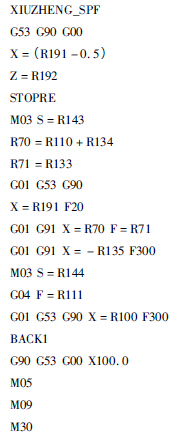
G04 程序中断功能是828D 数控系统中专用通道机床信号,其功能是在AUTOMATIK 和MDA 运行方式下,禁止下一个程序段传送到插补器中,其作用是使机床在执行某些辅助动作时,禁止NC( Numerical Contol)程序继续执行,当辅助结束之后,才继续执行下一个NC 程序段,合理使用禁止读入功能能够极大地提高机床的安全性和降低功能部件因误动作而造成的损伤。本程序G04 指令用于完成对锥环内锥面的光磨加工,消除由于进刀时产生的弹性变形而导致的让刀量,可较好地保证工件的精度和直线度。
4 、系统参数设置
4. 1 总线配置
SINUMERIK 828D 是通过现场总线profibus 对外设模块( 如驱动器和输入输出模块等) ,profibus 的配置是通过通用参数MD11240 来确定的。
4. 2 驱动器模块定位
数控系统与驱动器之间通过总线连接,系统根据下列参数与驱动器建立物理联系。
对于配置非调节电源模块SLM 的系统,由828D驱动接口X100 连接到的第一台电动机模块的轴号为1,且以此类推。
4. 3 位置控制使能
系统出厂设定各轴均为仿真轴,系统既不产生指令输出给驱动器,也不读电动机的位置信号。按设定参数可激活该轴的位置控制器,使坐标轴进入正常工作状态。
5 、结语
针对普通机床存在的效率低、设备陈旧、故障频繁、精度差等问题,对普通机床进行数控化改造是提高生产效率和自动化程度的重要手段。本课题提出了采用西门子828D 数控系统来改造同步器锥环磨床的方案,主要完成了MZ2015 磨床改造中的数控装置、伺服驱动系统的选型与配置; 详细地设计了系统的整体连接和各部分接口连接; 阐述了828D 数控系统常用参数,主轴相关参数,伺服相关参数的设定。最后,根据实际加工需要设计了同步器锥环的CNC 加工程序。改造后的磨床运转可靠,达到了改造目标,产生了经济效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

