


摘要:热变形是影响超精密机床精度的关键因素之一,而热导率是分析机床热变形准确度的决定性因素。为了保证机床温度场分布分析的准确性,提高机床的精度,提出一种基于热力学理论的热导率分析模型以及结合有限元分析的机床结构优化方法。建立自由电子气模型以及Debye 模型,分别计算出自主设计的超精密光学磨床所采用的几种材料的热导率,提高热导率的准确性;进而利用有限元软件ANSYS 分析机床主轴、溜板箱和床身的温度场分布;研究分析不同机床结构下主轴和机床整体的温升规律,提出基于热力学分析结果的一系列超精密光学磨床结构优化方法,针对误差敏感方向,采取对电动机与溜板箱的连接件以及电动机和主轴的接触件进行优化设计,减小热源与主轴、箱体之间的接触面积等方法,使机床热变形减小,提高了机床的精度。
关键词:热导率;超精密光学磨床;温度场分布;结构优化
0 前言
机床定位的不准确度直接影响机床所加工零件的尺寸精度。典型的误差来源是几何误差、热机械误差(由环境或者内部热源引起的)、控制误差、力误差和检测误差等。其中,热误差是数控机床的主要误差源之一,由温度升高以及分布不均引起的 国家重点基础研究发展计划资助项目(973 计划,2011CB013203)。20140208 收到初稿,20140719 收到修改稿误差占机床总误差的40%~70%[1],对于超精密机床影响尤其重大[2],热问题已经成为了影响精密机床精度的关键因素。热误差是指在加工过程中机床部件由于温度变化而导致热变形,从而引起工件和刀具之间的相对位移,对加工工件精度产生影响[3]。目前减少热误差的措施主要集中在两个方面:在设计阶段通过结构优化及冷却系统设计等措施避免和减小机床的热误差;在运行阶段对机床进行热误差检测及补偿。其中,第二种方法是当前机床减小热误差主要采用的方法[4],上海交通大学杨建国等提出一种数控机床的几何与热的复合误差综合建模方法,具有实时性和准确性,但其补偿的范围和效果受传感器和外界环境的限制,稳定性不足,对于超精密机床而言,仅仅依靠软件补偿已显得不足。
因此,在设计阶段控制机床热误差的影响显得尤为重要。机床设计中需要针对结构薄弱环节进行优化,尤其是对加工误差影响较大的地方。黄强等[6]找出机床的敏感误差,然后采用误差防止和误差补偿的方法对这部分误差进行有针对性的控制,以利于机床设计和制造成本的控制;同时,被优化参数的减少也有利于最优化公差设计。仇健等[7]为改善样机的热态精度,优化整机结构以获取最佳热对称布局。阳红等[8]利用神经网络模型的泛化能力,对机床的重点热刚度进行辨识,辨识结果可以作为机床热态特性优化和结构改进的依据。因此,对于超精密而言,为提高整体精度,在机床设计阶段就需要通过研究热传导规律和机床温度场分布,得到机床对误差较敏感的部分,然后采取材料优化、结构优化和冷却系统设计等措施,得到热刚度和稳定较好的布局和结构,有效减小超精密机床热误差。
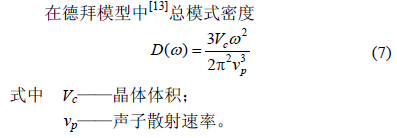
目前,数值方法广泛地被用来比较不同的机床设计,模拟温度对机床的影响,探测热源对工具加工中心点的位移[9]。数值方法分析关键的问题之一是机床材料热导率的确定,热导率是计算分析机床温度分布决定性因素,它的不准确度会极大地影响分析结果。超精密机床结构由金属材料(主轴)和非金属材料(大理石床身)组成,金属材料热传导的载体是自由电子,可将其类比成理想气体来计算其热导率;非金属材料,如大理石是通过声子散射来进行热传导的。非金属材料热导率计算最初是建立在爱因斯坦假设或者Debye 假设的基础上的,爱因斯坦模型假定晶体中所有原子都以相同的频率做振动,忽略了谐振子之间的差异,认为3N 个谐振子是全同的。Debye 模型则是把格波作为弹性波来处理,认为在甚低温下不仅光学波对热容的贡献可以忽略,而且频率高的声学波对热容的贡献也可以忽略,因此决定晶体热容的主要是长声学波,即弹性波。本文采用Debye 模型计算大理石的热导率。
本文针对自行设计的超精密光学磨床,通过自由电子气模型以及Debye 模型,精确计算出超精密光学磨床材料的热导率;运用理论建模和有限元分析,对机床采用稳态分析方法进行仿真分析,预测出机床模型的温度场分布,通过分析出的不同机床构型情况下主轴温升和机床温升规律,提出了基于热力学分析的超精密光学磨床结构优化方法,减小机床热误差,并为下一步的软件补偿提供依据和指导。
1 、超精密机床的热源
超精密光学磨床材料的选择对机床的移动质量、惯性矩、静态和动态刚度、固有频率和热性能都有很大的影响。为了实现机床高精度、高刚度的特性,所设计的超精密光学磨床采用稳定的龙门双横梁结构,与一般的单横梁龙门结构相比具有高度的对称性,结构刚性和稳定性也较好。主体部分和溜板箱均由大理石材料制成,阻尼系数大,具有良好的静态、动态性能和热稳定性。主体部分采用x、y、z 三正交移动轴方案,x 轴为镜面平台移动轴,y轴为砂轮主轴水平移动轴,z 轴采用内嵌式结构安装在y 轴溜板箱内部,并通过平衡气缸进行z 轴重力平衡。磨床主轴采用静压电主轴,轴和轴承材料分别为40Cr 合金钢和锡青铜,具有良好的刚度质量比和品质价格比。主轴箱采用铝制材料以减轻移动部件重量。超精密光学磨床的整体结构如图1 所示。
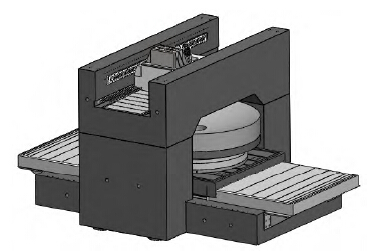
图1 超精密光学磨床的整体结构
1.1 主轴的热源
超精密磨床的电主轴是整个机床的核心部件,也是热分析关键部件之一,图2 为自行设计的静压电主轴的断面图。

图2 静压电主轴的断面图
主轴系统内部的发热是由直驱式高速异步电动机的旋转、轴承与液压油之间的摩擦产生的。由于轴承和液压油之间的摩擦因数极小,并且所设计的液压油不断循环冷却带走摩擦产生的热量以使得油腔内保持恒温,因此实际分析时可以忽略此热源,仅考虑电动机的发热。一般来说主轴系统的电动机损耗主要分为机械损耗、电损耗、磁损耗和附加损耗四类,其中前三类是主要损耗,而附加损耗只占额定功率的1%~5%[10]。因此,主轴电动机的发热量Qf 可以根据如下经验公式求出
1.2 床身、溜板箱的热源
床身和溜板箱的主要热源为x、y 轴上直线电动机的发热及导轨摩擦生热。超精密光学磨床采用静压导轨支撑,配置液压油循环冷却系统以保持导轨恒温。由于直线电动机具有运动惯量小,动态响应性能好和定位精度高的特点,被广泛用于超精密机床的驱动,选用西门子直线电动机,x 轴型号为1FN3300-3NC40-0BA1 , y 轴采用型号为1FN3150-2NB80-0BA1 的直线电动机,据西门子公司提供的资料可知其损失功率分别为1 520 W 和700 W,假定损失功率全部转化为热,则x 轴和y
2 、机床各部件材料热导率的计算
金属、半导体、绝缘体是固体的三大类。金属的导热载体和导电载体是一样的,通过自由电子来传递;而绝缘体内部没有自由移动的电子,因此它的导热是通过晶格粒子振动的声子散射来传递热量;半导体则是介于两者之间,一部分通过电子来导热,一部分通过声子来传递热量。
2.1 主轴材料热导率的计算
主轴的材料为Cr40 合金钢,轴承材料为锡青铜,它们导热载体都为自由电子。钢是含碳量在0.021 8%~2.110 0%之间的铁碳合金,主要元素除铁、碳外,还有锘、硅、锰、硫、磷、钼等;锡青铜是以锡为主要合金元素的青铜,含锡量一般在3%~14%之间,还添加磷、铅、锌等元素。由自由电子论可知,金属中大量的自由电子可视为自由电子气。因此,各种纯金属的热导率可以通过借用理想气体的热导率公式来计算。从而得到金属的热导率
因为钢和锡青铜的热导率主要与元素的种类和质量分数有关。因此本文进而采用北理工苏铁健等研究出的关于金属导热率计算的线性回归数学模型[11],计算得到合金钢的热导率55 W/(m·K),锡青铜的热导率为44 W/(m·K)。
2.2 床身、溜板箱材料热导率的计算
超精密机床采用天然的济南青大理石作为床身材料,大理石是经长期天然时效,组织结构均匀,线膨胀系数极小,内应力完全消失,不变形,刚性好,硬度高,耐磨性强,温度变形小,对减小机床的整体热变形具有良好的效果。干燥的大理石则是绝缘的晶体,它的导热载体是声子。由于大理石是天然形成的,因此缺陷是必然存在的,内部存在着小孔、杂质等。因此在大理石内部热量也是通过三种方式来传递的,热传导、热对流、热辐射。假设它的有效热导率
式中 λ0 ——块材的本征热导率;
λp ——孔隙存在时的热导率;
p ——孔隙率。
由于大理石内部小孔直径很小,孔隙率也不是很大,因此大理石中小孔间气体对流的导热因子可以忽略,即λf 可以忽略不计。
但是机床工作时床身的温度不会很大,在低温时,大理石中气孔内部辐射的导热因子λr 也可以暂不考虑。
对于大理石中固相的导热因子λc,它的导热载体是声子。气体中的热传导可以看做气体分子碰撞来传递热量的,类比可以认为非金属中的热传导是由声子之间的碰撞来传递热量的。因此,它的热导率同样可以通过类比气体的热导率来计算。
设频率为ωi 的谐振子的平均声子数目
则比热容为
由于机床的整体温度处于低温区,因此采用德拜模型就可以计算出此时大理石的导热率。
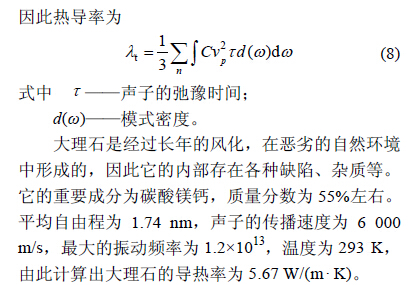
由于大理石的各种缺陷对其导热率都具有很大的影响,图3 为大理石导热率的影响因素,因此要对上述结果进行优化。大理石的气孔率为0.3%~10.0%,而做此磨床所用的大理石,经测定气孔率为5.1%,杂质对大理石的导热率影响最为重要,杂质参杂越多,导热率越低。考虑诸多因素的影响,计算得出大理石的导热率为2.91 W/(m K)。
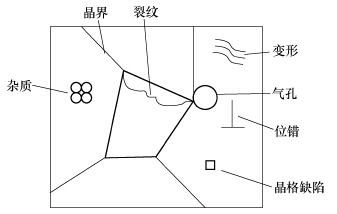
图3 大理石热导率的影响因素
3 、换热系数的计算
热量的传递是一个非常复杂的过程,通常来说热量的传递有三种基本方式:热传导、热对流以及热辐射。主轴系统而言,热对流和热传导是主要的换热方式,因此分析该主轴系统时忽略热辐射影响。轴承外部与空气的换热系数[14]
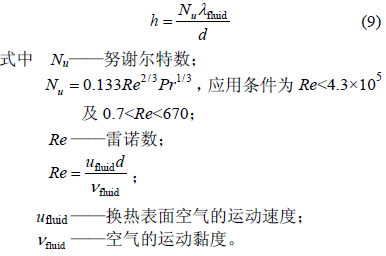
通过计算,可以确定轴承外部与空气的换热系数为9.7 W/(m·℃)。
轴承与液压油之间的对流换热系数h0,通常采用经验公式计算

4 、机床的温度场分布和结构优化
由于机床的热变形误差是影响超精密机床精度的重要原因,因此对整个机床(包括主轴与床身)的热特性分析对机床精度的保证至关重要,是超精密机床设计者必须要考虑的关键性因素。所以在机床的前期设计阶段较准确地计算出机床的温度场分布以及热变形并对其进行优化设计,进而对多种方案进行比较,选定最优方案,是实现机床低成本、高质量设计的一种手段。
4.1 主轴的温度场分布和结构优化
将主轴三维图进行简化之后,导入ANSYS 进行材料属性设置、网格划分、边界条件以及热载荷施加,最后计算出主轴的温度场分布。本文所采用的主轴材料参数见表1。
表1 主轴材料的参数
由于主轴是个轴对称模型,为了简便计算,选取四分之一模型进行建模计算。由式(1)得到电动机的热生产率为535 697 W/m3。将水、空气等所有物体的初始温度设定为20 ℃。以下分别对不同情况下的主轴进行分析。
(1) 磨床主轴选用液体静压轴承,通过外部液压站供给一定压力的冷却液压油,使主轴与轴承之间建立静压油膜,冷却油能够带走轴承与轴之间相对运动产生的热量,并且由于油膜存在,轴承与轴之间的摩擦阻力很小,与电动机的发热相比很小,因此在分析计算中可以忽略。利用ANSYS 软件对有无液压油的情况进行分析,电动机冷却水的换热系数取为700 W /(m ·℃),考虑到液压站冷却能力,轴承和轴间空隙的液压油温度为21 ℃。
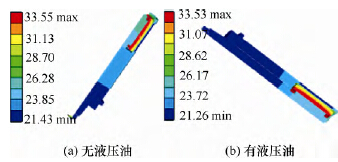
图4 有无液压油条件下主轴温度分布(℃)
从图4 可以看出,主轴在无液压油时的最高温度为33.55 ℃,最低温度为21.43 ℃;而通入冷却液压油之后,最高温度为33.53 ℃,最低温度为21.26 ℃。两者的最高温度和最低温度几何是一致的,但是在主轴轴端部分的温度分布却不尽相同。有液压油时电动机产生的热量较难传导主轴前端,而主轴前端作为刀具安装部分,对误差敏感较大,因此使用静压主轴能够减小热误差的影响。
(2) 一般主轴电动机安装在主轴内部,由于安装环境较为封闭,电动机产生的热量是导致轴温升的重要原因,主轴与电动机接触面积的不同会对轴心温升产生很大的影响。因此针对不同电动机的安装接触面积进行了温度场分析。图5a、5b 分别是安装接触面积大和安装接触面积小时的主轴温度分布图。施加的边界条件为未加液压油,电动机的热生产率为535 679 W/m3,冷却水的换热系数仍为700W /(m ·℃)。
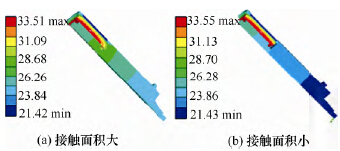
图5 安装接触面积不同的主轴温度分布(℃)
从图5 可以看出,安装接触面积的大小主要影响轴承整体的前端温度分布。安装面积大时,安装砂轮部位的温度达到了24.44 ℃,安装面积小时,轴端只有21.5 ℃。因此,该主轴电动机安装所设计的安装方式是较为合理的。
(3) 实际上电动机冷却槽设计为螺旋形,不是以上假设的连续水层,如图6 所示。因此,对更接近实际情况的主轴模型进行温度场分析,结果如图7 所示,液压油与空气温度以及电动机的热生成率同上。
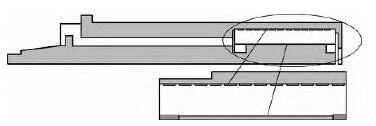
图6 螺旋形冷却槽图
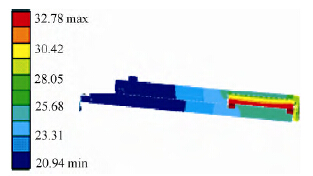
图7 螺旋形水槽的主轴温度场分布(℃)
从图7 可以看出,轴心的末端为主轴温升最小处,温度为20.94 ℃,靠近电动机一端的轴心温度为25.04 ℃。
由以上主轴的温度场分布可以看出主轴尾端是温升最大的地方,因此在设计主轴箱时,为了加大散热,将主轴尾端处于敞开状态,不将其包围在主轴箱之中。主轴发热较大,可以使主轴与主轴箱之间留有缝隙,如图8 所示,在此处通过空气对流散热,减小主轴传递给主轴箱的热量。
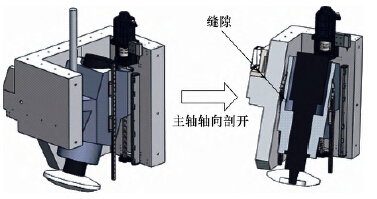
图8 主轴与主轴箱间的缝隙
综上,在主轴结构方面可以通过以下三方面来进行优化以减小热源对主轴的影响,从而提高机床的精度。采用电动机后置式结构,使得电动机热源远离主轴前端,减小其对轴端的影响,并有利于冷却散热系统的设计;电动机运转会产生大量的热量,因此增加电动机循环水冷系统,冷却水将带走绝大部分热量,使得电动机本身的温升降低;主轴外壳
的温升主要是通过电动机定子与主轴外壳的热传导产生的,因此有必要在设计中减小电动机定子与主轴外壳的接触面积,有效减小主轴电动机对主轴的影响。
4.2 溜板箱和床身的温度场分析和结构优化
超精密光学磨床采用高度对称性结构设计,有效地减小由于热分布不均匀引起的扭曲变形。z 轴采用平衡气缸,可以有效减小电动机负载,从而减小其功率和发热量。机床整体置于机床罩内,运行过程中将严格控制环境及加工温度,减小热误差。根据程强等[15]的分析,机床的z 轴运动部件直线度、平行度以及绕z 轴的转角误差对总的空间几何误差
E 产生的影响较大。在受热时,由于z 轴导轨较细,本身比x、y 导轨刚性差,也会产生较大的热误差。因此,在机床的精度设计时应重点控制这几个误差的值。
由于直线电动机驱动时会产生大量的热,因此选择了带有水冷系统的电动机,图9a 为采用的西门子直线电动机的组成及冷却系统装置。直线电动机本身还具有二级水冷装置,冷却液采用比热大的恒温水。电动机主冷却一般带走85%~90%的热量,精密冷却装置是为了阻止电动机的温升带到工作台上,一般可以带走2%以上的热量,电动机动子的热量可以通过空气传导以及热辐射传给定子,定子本身也会产生少量的热,定子冷却采用输入管道的方式,将管道排布在次级周围进行冷却,可以带走5%~8%的热量,电动机的冷却层示意图如图9b所示。
根据冷却层结构进行有限元建模,电动机动子和定子之间的空气的初始温度为20 ℃,冷却水的换热系数为700 W/(m·℃),增大冷却水的流速,设冷却水的换热系数为1 200 W/(m·℃),床身和溜板箱材料的参数见表2。两种情况下的溜板箱温度分布图见图10。
由图10a 可以看出,z 轴直线导轨安装处的温升为20.18 ℃,y 轴安装滑块处为20.4 ℃左右。从图10b 看出,通过控制水冷条件,如加大水流速度,可以增加冷却水的对流换热系数,此时直线电动机的发热对周围机械设备的影响更小,z 轴直线导轨安装处的温升为20.062 ℃,y 轴安装滑块处为20.169 ℃左右。
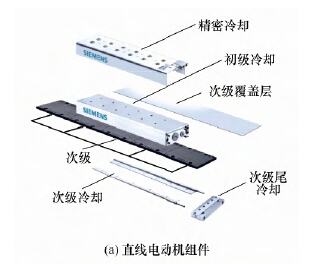
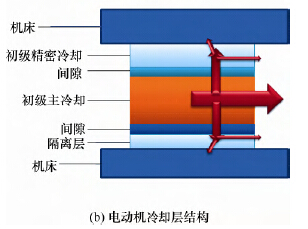
图9 直线电动机冷却装置
表2 床身、溜板箱材料的参数
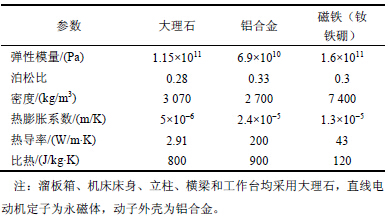
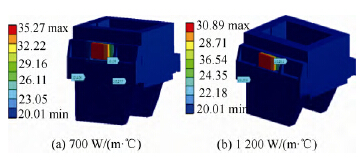
图10 不同换热系数下溜板箱温度分布(℃)
考虑直线电动机对整机影响时,虽然电动机定子发热量较小,但也会传到机床上。x、y 轴直线电动机定子的热生产率分别为1 652 W/m3 和1 167W/m3,图11 是水冷条件下进行的有限元分析,得到温度场分布,冷却水的换热系数为700 W/(m·℃),由图11 可以看出直线电动机是温升最大的地方,对溜板箱和机床导轨产生很大的影响,因此如何减小此处的热误差是机床设计要考虑的重点问题之一,除了结构上优化之外,还需要从其他角度进一步考虑。
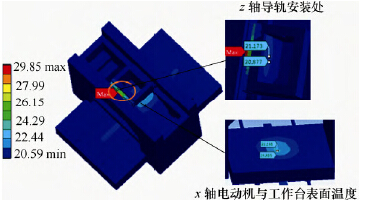
图11 床身的温度分布(℃)
由超精密光学磨床溜板箱和床身热分析的结果可以看出直线电动机发热对机床结构具有明显影响,因此需要进一步减小直线电动机对机床传递的热量。而直线电动机与机床移动件之间通过连接件连成一体,热量主要以热传导形式进行传递。传统的连接件大面积与机床构件接触,热量传递大,因此本文采用了图12b 中所示的结构(其安装图见图13),电动机连接件设计多个凹槽,减小接触面积,并通过空气层增强热量散发。
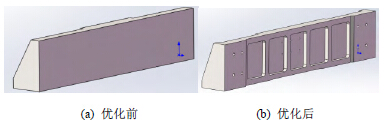
图12 电动机与溜板箱的连接件
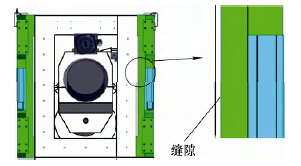
图13 连接件(图12b)安装图
经过热分析,可以看到此结构能够改变直线电动机传递到溜板箱的热分布,使热量转移到对机床精度影响不大的区域,从图14 和图15 可以看出溜板箱中间安装导轨部分从26 ℃左右减小到21 ℃左右,减小了导轨的热变形。
机床采用的西门子直线电动机冷却水水温不高于35 ℃,在此温度范围内对机床z 轴导轨进行变形分析,图16 选取几个典型的供水温度,从上到下分别是35 ℃、25 ℃和20 ℃,得到结构优化前后溜板箱的温度分布和z 轴导轨的热变形。

图14 连接件(图12a)对应的溜板箱的温度场分布(℃)
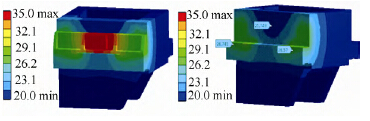
图15 连接件(图12b)对应的溜板箱的温度场分布(℃)
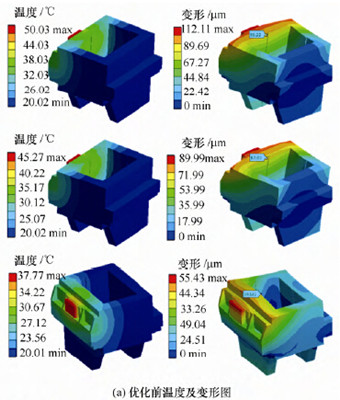
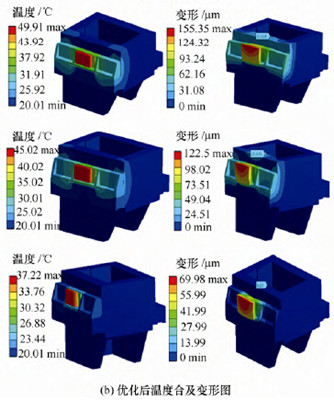
图16 溜板箱温度分布及z 轴导轨最大变形
从图16 中可以看到,优化前直线电动机发热对溜板箱和z 轴导轨影响范围较大,甚至影响到溜板箱另一侧,此时对应35 ℃、25 ℃、20 ℃水温导轨最大变形分别为86.22 μm,67.93 μm,39.54μm;结构优化之后,直线电动机发热对溜板箱和z轴导轨明显减小,对应35 ℃、25 ℃、20 ℃水温导轨最大变形分别为31.824 μm,21.335 μm,4.03
μm。机床热刚度[1]是表征机床热学特性的特征量,用来表示机床抵抗热变形的能力
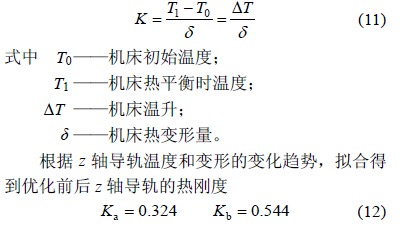
优化后的热刚度Kb 与原机床的热刚度Ka 相比有了较大的提高,因此优化后的结构能够减小z 轴导轨的直线度和平行度误差,降低加工方向的热敏感性,提高加工热稳定性。
5 、结论
(1) 通过热力学理论,从微观角度解释了机床热传导机理,采用自由电子气模型以及Debye 模型计算出了主轴材料导热率为55 W/(m·K)、44W/(m·K),溜板箱和床身材料的导热率为2.91W/(m·K),与试验测得的结果相比误差不大。
(2) 利用ANSYS 等有限元分析软件分析了磨床主轴系统温度场分布,进而优化了主轴结构及电动机布局。采用电动机后置方式增加热传递距离;设计热隔离缝隙,减小其与主轴外壳接触面积,从而减小传递到轴端的热量;利用静压轴承和电动机水冷系统,通过外部冷却系统转移热量,降低主轴的温升。
(3) 分析了机床床身温度分布,采取少轴结构设计、对称性设计、热隔离设计、水冷却系统设计及静压导轨设计,从热源、热传播等方面有效减小了机床热误差的产生。
本文为超精密机床的热误差避免的设计提供了理论基础,并提出了相应的结构优化原则:尽量采用对称式结构设计,例如双横梁设计、双电动机驱动等,避免热传播的不均匀导致的机床零件扭曲变形;减少热源,如采用少轴结构减少电动机数量等,从根本上减小热误差的源头;采用循环冷却系统,如采用静压导轨,通过液压油循环冷却系统,尽量使导轨保持恒温;电动机采用水冷系统,带走电动机热量;机床结构尽量采用同一材料,避免由于不同材料的热膨胀系数不同导致的热变形和热应力,而且不同材料接触热阻会增,从而会导致热误差的增大。另外,还应该使得超精密光学磨床的工作环境温度保持恒定,避免环境对机床进行反热对流,导致机床温度升高。最终得到一种热力学性能较好的机床整机结构和零部件布局。但是,由于超精密机床结构的复杂性及环境的多变性,很难完全通过理论推导获取通用的准确模型及参数。在机床运行过程中,仍需要采用相应的检测及补偿措施,进一步减小热误差,提高机床的加工精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

