


摘要: 研制了一台适于微小尺寸零件磨削的(650×650×650)mm 三轴微型数控磨床, 采用全闭环数控系统,能实现亚微米级加工精度。该机床关键部件采用高速空气静压电主轴、交叉滚柱支撑的高分辨率超精密滑台、永磁直线电机、CCD 显微镜以及基于IPC 的多轴运动控制卡, 结合优化的插补控制策及误差补偿机制, 能实现三维复杂形面超精密微细磨削加工的精度要求。
0 、引言
机床自18 世纪末出现以来, 其加工精度和自动化程度不断提高, 然而, 在减小其尺寸方面的努力却很少。微型机床和微型工厂是Dutta 等在1970 年首次提到的, 当时只是作为硅微细加工制作微电机的一种应用[1]。但是, 随着技术的发展和市场需求, 特别是微机械和微小零件在诸多领域的广泛应用, 如何解决微小三维形状零件的制造问题成为人们关注的热点。介于以半导体制造技术为基础的微机械加工技术与传统的精密加工技术之间制造技术, 或称“中间部分技术” 是解决三维复杂结构和具有多样化材料特性微小零件的关键技术, 因而近年来人们已经开始探索这类用于产品微小型化的有效技术方法, 称为M4 (micro/meso mechanical manufacturing) 技术[2]。20 世纪90 年代中期以来,日本和欧美等发达国家从节省空间和提高加工精度的角度出发, 广泛开展微小零件加工机床的小型、轻型化研究,陆续研制了多种用于微小零件切削加工的小型精密、超精密等被称为桌面加工的机床[3~5]。M4 技术的研究与开发在我国尚处于起步阶段, 而欧盟在巴统协议中把该类技术与装备列为对我国严格限制的进口技术范畴,因此,解决桌面微纳米加工机床的国产化问题是当务之急。
针对微细磨削加工本文介绍了一台自主研制的数控桌面微纳米磨削机床, 该机床用于微机械零件制造。该机床主要由超高转速的气浮磨削主轴和工件主轴、伺服控制的微纳米进给工作台、自动微砂轮交换系统、CCD图像识别监测系统、微冷却系统、高精密数控系统所组成。完成准100~1000μm 的轴类和非轴对称零件的直接微纳米磨削制造技术问题, 主要应用于国防武器产品,如微引信系统、微惯导系统、微型侦察机器人、微型飞机、微加速度器和微激光探测器等制造, 以及航空航天、介入医学相关的微小机械和微机械产品的制造。
1 、微型磨床的技术要求
所设计的数控微型磨床应满足以下性能要求: ①坐标轴为X、Y、Z 轴: X、Y、Z 轴有效工作行程不大于150mm, 重复定位精度1μm, 分辨率0.1μm, 工件轴360°连续回转, 转速3000~8000rpm, 回转精度0.005°, 径向跳动不大于1μm; ②主轴转速40000~50000rpm, 径向跳动不大于1.5μm, 无极调速; ③使用电镀金刚石或CBN 砂轮,最小直径准200μm; ④机床尺寸限制在(650×650×650)mm, 重量不大于250kg; ⑤机床总功率不大于500W;⑥最小加工轴类零件尺寸准100μm~准1000μm, 圆度误差±1准m, 表面粗糙度Ra10~50nm。
2 、机床总体结构布局与设计
本文所研制的数控微磨床主要用于微机械零件制造。微磨床应该满足: 良好的静、动刚度; 较小的热变形; 良好的单轴运动和联动性能; 人机布局关系良好和较高的环保标准。数控微磨床的总体结构布局应按上述要求, 既满足了磨床性能、加工适应范围等, 同时也满足了外观、操作、管理到人机关系等。T 型布局采用横、纵运动分离, 由刀具主轴(纵向)和工件轴(横向)共同完成, 三轴导轨安装在机床床身且基本处于同一高度上。T型布局不仅有利于提高导轨的运动精度和工件的加工精度, 而且安装简单, 大大提高了测量精度。微磨削过程主要分为主运动即刀具的运动和工件的进给运动。微磨床在竖直方向上调整刀具主轴, 并且控制水平方向的相对运动, 从而加工出不同厚度的微小零件; 工件轴在竖直方向上的相对运动是为实现不同的加工深度, 水平方向上相对于主轴的运动是为了实现一定的加工长度。竖直方向通过Z 向运动平台实现, X、Y向运动平台共同来实现平面进给, 这就是说微磨床需要实现X、Y、Z 三轴联动。
X、Y、Z 三方向的进给原理相似。在传动过程中,电动机与丝杠通过联轴器来实现连结, 电动机带动丝杠做旋转运动, 丝杠通过螺母副将丝杠的旋转运动变换为导轨的水平移动, 带动水平平台移动。主轴部件固定在Z 轴运动平台上, 电动机带动丝杠做旋转运动, 螺母沿导轨做上下移动, 带动主轴做上下运动, 完成刀具的纵向进给。同时Z 轴平台固定在Y 轴平台之上, 可以实现刀具的前后进给。工件轴上装有工件夹紧机构, 实现微小工件的装夹。为了便于安装调整拆卸, 辅助系统安直接装在机床床身上来实现加工过程的冷却和在线监测。我们利用三维建模软件对微型磨床进行了整机建模, 其整体结构如图1 所示。
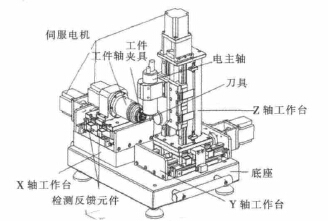
图1 微磨床整体结构
3 、关键部件配置
关键零部件(主轴部件、伺服驱动、运动控制部件及监测系统等)的选择及精度是实现微细磨削加工的先决条件,具体配置如下:
(1)主轴及驱动系统。主轴是超精密机床的关键部件,其运动误差特性直接影响零件的表面质量和精度, 同时为满足微细切削所需的切削线速度, 主轴应具有很高转
速。通过计算, 主轴跳动应在0.1μm 以内, 且至少应具有5×104 r/min 以上的转速(如对直径0.1mm 的球头铣刀)。考虑到空气静压轴承具有转动平稳、回转精度高、高速转动温升小等特点, 尽管其刚度稍低, 结合本课题的具体应用场合, 决定采用高精度空气静压轴承高速电主轴。其最高转速可达9×104r/min, 径向跳动量小于0.5μm。
(2)导轨及驱动装置。导轨采用超精密交叉滚柱支承的滑台, 其优点为刚性好, 动作灵敏, 不易引起振动,适于空间尺寸小, 承受颠覆力矩的场合, 该导轨直线度为±0.1μm /25mm。承载工作台的两水平进给轴采用永磁直线电机直接驱动, 并配置最高分辨率为0.05μm 的光栅尺作为全闭环数控系统位置反馈装置。直线电机进给伺服驱动技术的优点是能够实现瞬时加、减速及高速准停运动; 减少了中间环节, 传动刚度好, 有效地提高了传动精度及可靠性。
(3)在线监测系统。刀具在工件表面的快速精确定位、切削力的精确测定、转速或者进给量的测定及加工过程的可视化是微细加工的必备条件。微型加工作业时, 微细加工和装配过程应该避免人为的介入和外界的影响,而且人也很难参与到其中, 这里通常采用非接触式无损测量方法。光电图像检测技术是一种理想的方法, 其核心元件是CCD 摄像机, 原理过程如图2 所示, 它可以对微细加工过程、微装配过程实时监控, 还可以对三维零件进行几何尺寸的测量, 满足功能要求。
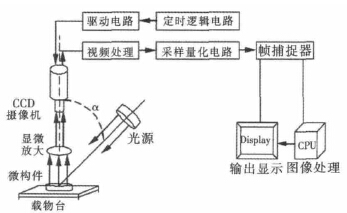
图2 微磨床在线监测系统
4 、微型磨床的数控系统
为了实现三轴数控加工, 构建了一个NC 嵌入PC型开放式数控系统, 以PC 为硬件平台, 将多轴运动控制器PAMC 插入PC 总线插槽中, 通过接口连接伺服单元和I/O 单元, 控制平台三维运动, 其硬件结构如图3所示。即采用基于上下位机的双CPU 系统, PC 机作为上位机完成数控加工的非实时任务, PAMC 完成实时任务。控制器具有轮廓控制能力, 易实现数控插补, 可以手工编程, 也可利用CAD/CAM 实现三维数控加工。该控制系统具有灵活性好、功能稳定, 可共享PC 丰富的软硬件资源。
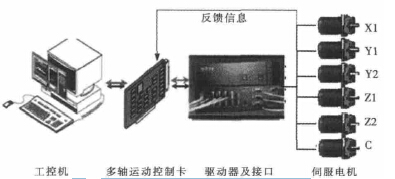
图3 微型磨床专用数控系统的硬件结构
为了提高机床的加工精度, 建立机床的数字化综合空间误差模型, 采用全闭环控制, 通过数控补偿修正机械误差, 提高各轴的定位精度和重复定位精度, 从而提高机床的加工精度。
机床专用数控系统采用以Windows 为系统平台,通过其线程调度机制可以方便地实现多任务。在线程调度中, 每一个线程的优先级不同。优先级高的线程优先运行在机床专用数控系统中。急停、机械限位、硬件故障等线程优先级最高, 它们首先取得CPU 的运行时间。坐标运动、加工状态的动态显示、加工轨迹模拟仿真等线程优先级依次降低。但另一方面, Windows是基于消息机制的, 实时性较差, 不能满足一些像故障中断、插补运算等实时性任务, 为此, 机床专用数控系统采用可编程多轴运动控制卡实现各种实时性控制。
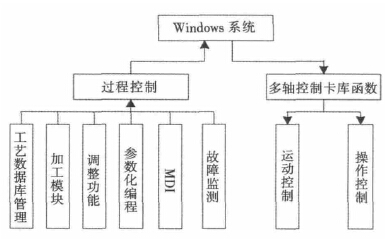
图4 微型磨床专用数控系统的软件结构
过程控制软件包括工艺数据库管理、参数化编程、编辑程序、解释程序、加工模块、MDI、故障监测等与用户操作有关的子模块。各功能子模块由Windows 统一调度管理, 与系统的硬件无关。Windows 通过多轴控制卡库函数对底层的硬件进行控制, 实现微型零件加工时各轴的运动控制以及I/O 控制。
5 、结束语
研制了一台尺寸为(650×650×650)mm 的微型数控磨床, 采用最高转速可达9×104r/min 的高精度空气静压轴承高速电主轴, 可获得足够的切削速度。建立了机床的数字化综合空间误差模型, 采用全闭环控制, 通过数控补偿修正机械误差, 满足微细加工要求。初步的调试与加工试验证明, 该微磨床技术可行, 可以用于微细磨削加工技术研究。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

