


【摘 要】我公司对机床进行数控化改造之后,电气控制系统采用三菱控制器,极大的提升了机床的精度与刚性,降低了其故障率。现分别对三菱数控研磨在内圆磨床中的应用以及三菱交流伺服系统在沟道磨床中的应用进行分析。
【关键词】三菱数控系统 磨床 应用
1 、三菱数控系统初始参数设置
当机床装配完成,电气控制系统设置完成后,按照机床的实际情况设置相关参数,从而让三菱数控系统与机床本体实现最优匹配,具体的参数设置流程如下:
1.1 参数设置画面进入
参数的显示方式根据不同的数控系统而有所区别,三菱数控系统主要是利用MDI/CR 单元上的参数见来显示与输入参数,当初始化开机之后,将RESET 以及INPUT 两个键同时按下,系统显示屏会出现“是否初始化?”这时输入“Y”,之后在屏幕上SYSTEM TYPE:L-TYPE 与M-TYPE 中选择M-TYPE,即可进入三轴模式。
1.2 基本规格参数设置
在三菱数控系统的各个参数中,#1001 到#1093 属于基本规模参数。为了节省系统的启动时间,我们一般会让一部分参数进行初始化,通常需要调整的包括:控制轴数、输入单位、指令单位、主轴数、轴名称、显示语言等参数。
当我们执行#1060 参数,键入1,显示屏右下角会出现“显示标准参数设定?”这时选择输入“Y”,随后显示屏右下角显示“显示执行格式化?”选择输入“Y”,显示屏出现“设定完成”,此时初始化完成。大多数参数为默认值,应当对系统再次上电,而上电以前应使用旋转开关对轴编号进行设定。
基本规格参数设置完成之后,按照伺服驱动器型号以及伺服电机的具体型号,设置伺服参数#2201-#2265;按照主轴驱动器以及主轴电机的具体型号,将主轴参数设置为#3301-#3584;最后再分别设置NC 轴快进速度、最大切削速度、软件限位等,对控制系统进行调试确保不存在报警输出之后即设置成功[1]。
2、 三菱数控研磨在内圆磨床中的应用
2.1 研磨功能概述
机床的运动机构一般是由下面两个伺服进给机构构成:X轴工件进给机构以及Z 轴砂轮往复进给机构。X 轴工件进给机构主要是磨削工件的径向进给,而Z 轴砂轮往复进给机构通常作用是砂轮轴向进给。在磨削工件时,因为砂轮宽度要低于磨削面长度,因此为磨削全长,X 轴在进行工件进给作业的过程中,Z 轴一般会同时进行砂轮往复振荡,即是砂轮轴在起始位与停止位之间按照既定的频率持续往复振荡。内圆磨床运动图如下图1:
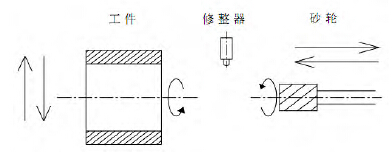
图1 内圆磨床运动示意图
如果仅仅通过编制Z 轴往复振荡加工程序十分复杂,而三菱控制系统中的研磨chopping(振荡轴)功能可以有效的解决这一问题。研磨功能指的是执行加工程序的过程中存在一个伺服轴能够按照相关设定进行往复振荡运动。将加工程序所定位的位置当作基准位置,之后分别设置好上死点、下死点以及周期数。对内圆磨床来说,基准位置通常设定在砂轮磨削的起始位,上死点设定在振荡起始位,下死点设置在停止位,周期数一般即是振荡频率。使用专门的命令启动研磨功能之后,砂轮轴从基准位置开始,在振荡起始位和停止位之间持续往复振荡,再次输入停止命令即可让砂轮轴停止往复运动。
2.2 研磨功能的实现
(1)振荡轴的启动。振荡轴的往复运动主要是借由PLC信号进行控制,对加工程序能够利用辅助指令M 代码进行控制。在PLC 梯形图中,对M 代码M15 进行读取,之后借助于解码程序与M615 相连接,进而能够启用振荡轴功能信号,从而让其启动研磨功能。当振荡轴处于停止状态下时,复制指令M15 信号上升时启动研磨模式,同时将数控加工程序中给出的位置当城市基准位置(一般为砂轮磨削的起始位),机床开始执行研磨动作。
(2)研磨数据的读取。在数控加工程序之内,G200 的参数Z 代表上死点,Q 代表下死点,R 代码周期数,这些数据被带入进利用G 代码宏程序所设置的局部变量之内,必须借由PLC 读取数控加工程序中的局部变量:#26(Z)、#23(Q)、#18(R)。在对局部变量进行读取时我们可以选择利用数控系统的PLC 窗口数据命令,PLC 窗口即是在R 寄存器的用户领域内使用的读出和写入窗口,我们可以利用PLC 窗口对运行状态、轴信息以及相关参数进行读出和写入。
对于振荡轴的相关控制数据,例如说局部变量具体值、振荡轴进给倍率、振荡轴号的指定等,应当借助于PLC 来对振荡轴的控制数据进行读取。首先我们利用PLC 装置将研磨功能的控制数据地址分配于R 寄存器的研磨控制数据的开头编号(R 寄存器编号为R9840);之后我们分别将指定轴号(Z 轴H2)、上死点、下死点以及周期数等相关数据输入到R 寄存器内;接下来将研磨进给倍率输入到R2503 寄存器内。Chopping 控制数据会在相关参数有效信号YC34 上升时写入到数控内的当前参数区域内,当我们确定研磨功能启动信号TC34 连通后应断开本信号。研磨功能启动信号YC34 包含于研磨控制数据的控制状态内,同时直接反映在研磨动作中。有效信号YC34 接通且振荡轴开始运动之后,数控装置向PLC 输入启动中信号XC80,借由这一信号断开参数有效信号YC34。
(3)振荡轴的停止。当PLC 的chopping 信号下降时研磨动作便会停止,在PLC 梯形图中,对辅助功能M16 代码进行读取,之后利用解码程序与M616 辅助继电器相连接,将YC30 信号断开,这时振荡轴执行研磨动作到上死点后,将会以较快的进给速度返回到基准位置。在上死点与下死点之间进行移动时,也会移动到下死点一次。当振荡轴回到基准位置之后,chopping启动信号与chopping 模式信号断开。
3 、三菱交流伺服系统在沟道磨床中的应用
轴承磨床通常说的是轴承内圈沟道磨床,一般是用于对单列角接触球轴承的内圈沟道进行加工,它是微型轴承加工厂的主要配置机型。改造后使用三菱可编程控制器、定位模块、触摸屏以及变频器,配合三菱交流伺服系统驱动滚珠丝杆。进行磨削加工时从导轨左侧逐渐向右边推动工件接近砂轮;因为磨削加工作业会让砂轮产生磨损,为了保障工件加工后具有较好的光洁度,应当及时对砂轮进行调整,调整时让两侧的滚珠丝杆向砂轮靠近,从而确保工件加工的精确度[2]。
3.1 伺服系统参数设置
在三菱交流伺服系统中,电子齿轮属于一个非常关键的参数,其表达式可以写作:指令脉冲倍率分析/ 指令脉冲倍率分母=CMX/CDV。其设置范围根据机型的不同而存在一定的差别MR-J2S 系列的设置范围是:1/50 < CMX/CDV < 500,可通过如下方法进行计算:
已知机械规格参数:滚珠丝杆进给量Pb 为8mm,减速机减速比n 为1;伺服电机编码分辨率Pt 为131072;脉冲当量△ L=10 um=10x10-3mm( 因考虑到到加工精度,不采用AL=lum精度)。CMX/CDV= △ Lx Pt/nPb=10x10-3x131072/8=4096/25由上述计算可得参数设置范围为:CMX=4096 CDV=253.2 定位单元设置及PLC 编程三菱FX2N-20GM 属于小型智能化定位单元,其功能相对完善,能够和很多大中型PLC 定位模块相媲美。三菱FX2M-20GM 运用FX-VPS-E 软件,其流程图窗口主要是符号块构成,通过有向连线进行连接,具有操作简单,直观方便的优势。点击指令符号块便会直接显示参数设置对话框,能够直接开始操作,FX-VPS-E 软件一般包含了下面几个窗口:(1)监视窗口。在监视窗口中包含了X 轴和Y 轴的相关参数,如启动(start)、停止(stop)、原点回归(ZRN)、正转(FWD)与反转(RVS)、就绪(ready)、完成(completed)以及回零完成(zero completed)等。我们能够在触摸屏上直接单击选择相关的参数框,即能够驱动相应的定位单元,驱动伺服系统同时实施监测。
(2)参数设置窗口。参数设置窗口能够对定位参数、I/O参数以及系统参数实施形象化设置。定位参数的单位体系设置一般包含下面三类:单位机械体系、单位电气体系以及单位综合体系。
(3)流程图窗口。流程图窗口能够借助有向连线把三种类型的流程图符号根据控制顺序进行连接,操作起来十分方便。FX2M-20GM 定位单元和PLC 主机通讯程序编制在FX2M-
20GM 定位单元和PLC 主机之间的通讯数据主要是通过FROM/TO 指令进行控制。FX2M-20GM 中有用于通讯的缓冲存储器BFM,每个缓冲存储器由16 个位构成。BFM 有自身对应的号码,通过TO 命令从PLC 传送数据写入FX2M-20GM 的数据设备之内,再利用FROM 指令从FX2M-20GM 中传输数据“读”到PLC 的数据寄存器内。能够通过触摸屏或物理按钮,从PLC向FX2M-GM 发出操作指令[3]。
4 、结语
总而言之,利用三菱数控系统的研磨功能执行对机床往复轴的运动控制,其可行性最佳,能够很好的满足内圆磨床的实际加工特点和性能需求。此外在进行设计开发的过程中,我们能够直观的看到触摸屏、PLC 控制系统、定位单元以及交流伺服系统之间的配合,其拥有操作方便、性能稳定、成本低廉等特点,和过去的继电器控制比起来更具有优势。三菱控制系统的实际应用效果较好,实现了较高的精度,在很大程度上提升了我公司的生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

