



基于DMCl856的五轴激光切割机控制系统研究
2017-1-17 来源:大连交通大学 作者:席宏昌,林盛,王春
摘要:针对大功率、高精度、三维立体激光切割技术的控制问题,对多轴联动激光切割技术的轨迹插补和速度控制等问题进行了研究,提出了一种基于DMCl856运动控制器的五轴激光切割控制方案。激光切割主机采用了龙门倒挂式,其具有驱动激光头沿空间运动的x、y、z轴,以及激光头摆动的A、C轴共5个坐标轴。控制系统采用了Nc嵌入Pc的双CPU方式,在Pc的Windows 7操作系统环境下,以.NET Framework为框架,开发了控制系统的后台管理程序、非均匀有理B样条曲线(NURBS)插补预处理算法等;Nc部分以GALIL运动控制器DMCl856为核心,完成了NURBS插补的实时部分、位置控制、外围逻辑控制(PLC)等。在Matlab环境下对控制系统的NURBS插补算法与速度控制算法进行了仿真实验。研究结果表明,该控制系统适用于复杂自由空间曲面的激光切割,满足现代加工的高速、高精度要求。
关键词:GALIL运动控制器;激光切割;NURBS插补
0.引言
激光切割技术是激光加工中应用最早、使用最多的加工方法。与其他切割方法相比,激光切割具有高速、高精度和高适应性的特点。同时激光切割还具有切割无噪声、切缝垂直度好、割缝细、热影响区小、切割过程容易实现自动化控制等优点。可切割材料不仅包括合金钢、碳钢、铝等金属材料,还包括布、橡胶、石英、玻璃及复合材料等。
目前,意大利PRIMA、瑞士百超BYSTRONIC和德国通快TRUMPF等国际知名公司已经开发出了大功率、大幅面、高速、飞行光路、多维立体、数控自动化的激光切割机,所采用的控制系统也各具特色,RAPIDO(意大利PRIMA)五轴激光切割机所采用的控制系统可以进行连续空间插补和工具中心点控制,Byspeed系列激光切割机(瑞士BYSTRONIC)上的控制系统可以根据切割参数自动调整焦点位置,使之在整个切割区域内保持最佳,TRUMPF公司的多种产品所使用的控制系统带有Auto Plus调控装置,可以减少人工干预、提高切割质量、缩短准备时间。日本马扎克公司生产的激光切割机所配备的控制系统不但可以切割三维工件还有专门的型材切割软件,同时还配有刀具,激光切割完成后能进行攻丝倒角以及绞孔。
我国自主生产的激光切割设备大多数属于中低端产品,与国外产品相比,切缝宽、表面质量、机械精度、整机的稳定性与柔性都较差,所采用的控制系统绝大多数是国外通用机床控制系统。为摆脱发达国家在先进的高精度激光切割控制系统方面对我国实施的技术封锁,我国一些高等院校和科研机构陆续开展了相关方面的研究。清华大学的张永强,天津大学的李侃均构建了基于工业PC和PMAC运动控制卡的激光切割控制系统,为了提高软件的实时性,李侃旧剖采用了Windows CE作为开发平台;哈尔滨工业大学的吕善进等人M1所开发的控制系统对激光切割过程中的信号进行了监测和分析,对提高切割质量具有深远的意义,但以上研究对于复杂的空间自由曲面切割的轨迹问题都没有进行深入的探讨。
为此,本研究以DMCl856运动控制器为核心,将NURBS插补算法与速度控制算法融合开发专用的五轴激光切割控制系统,并在Matlab环境下对控制系统切割复杂的自由空间曲面进行仿真验证。
1.激光切割系统原理
激光切割的工作原理为激光发生器发出的光束经过光路系统,聚焦成高功率密度的的激光束,照射在被切割材料的表面,使被切割材料迅速融化、气化、烧蚀或达到燃点,利用与激光束同轴的高速辅助气体吹除熔融物以形成孔洞,随着被切割材料与激光束的相对运动,在切割材料上形成割缝,最终形成给定形状的切割。激光切割系统主要由控制系统、切割主机、激光器3部分组成。控制系统是整个系统的核心,负责协调整个系统的正常工作,其中最核心的任务是完成轨迹控制、焦点位置控制及机、光、电一体的协调。切割主机机构示意图如图l所示。
激光切割主机有5个运动轴,包括水平方向的x、y轴,竖直方向的z轴及控制激光器绕z轴旋转的C轴(旋转角度为3600)及绕x轴摆动的A轴(摆动角度为4-90。)。切割机在完成复杂自由曲面三维工件的的
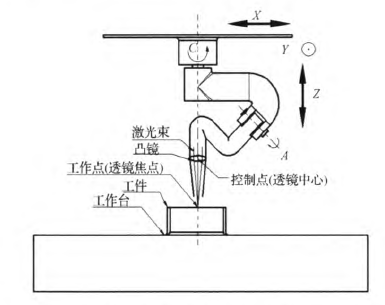
图1切割主机机构示意图
切割过程中激光头必须时刻处于被切割材料的法向方向,因此与平面切割不同,系统不仅需要控制X、y、z 3个平动轴的运动,还需要控制A、C两个转动轴的运动,协调5个运动轴的运动走出一条较为复杂的空间自由曲线切割路径。
2.控制系统的硬件设计
激光切割机控制系统的硬件组成部分如图2所示。
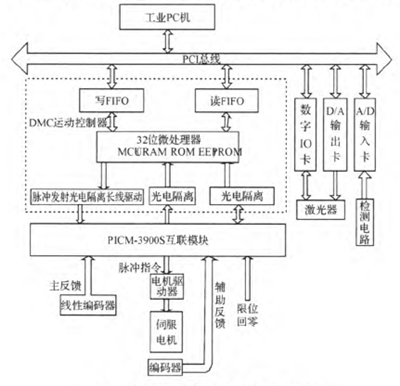
图2控制系统硬件连接示意图
工业PC机作为上位机,主要完成系统调度、人机交互、激光切割程序的输入和解释、参数设置、状态显示,通过PCI总线向下位机发送控制指令及根据反馈信息的进行相关操作等非实时性任务;下位机的核心是DMCl856运动控制器,其通过PICM3900.S互联模块与切割机的伺服电机驱动器、编码器、限位开关、零点开关等部件相连接,DMCl856根据上位机发送的激光头运动的轨迹坐标信息使用多线程技术控制x、y、z、A、C轴的运动,同时反馈运动控制状态等实时性信息。每块PICM3900一S仅提供与4个坐标轴信号的接口,本研究采用DMCl856控制器,控制有x、l,、Z、A、C五轴,所以需要采用两块PICM3900一S互联模块。
3.系统软件设计
3.1软件结构
系统软件由管理模块和控制模块两部分组成,控制系统结构层次示意图如图3所示。
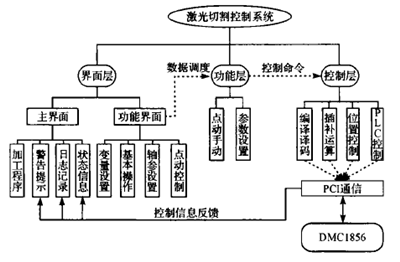
图3控制系统结构层次示意图
管理模块主要包括输入输出、参数设置、显示诊断等程序;控制模块包括译码、插补运算、位置控制等部分组成。插补运算是控制模块实现运动控制的核心部分,它根据激光加工的NC程序给出的轨迹数据,通过实时计算密化力n-r_轨迹,输出各轴的进给分量,控制切割机根据速度控制算法优化出的速度沿既定轨迹运动。
3.2五轴等距双NURBS插补算法研究
传统的CNC数控系统只具备直线和圆弧插补运算功能,当需要走出一条自由的空间曲线切割路径时,系统根据加工误差的允许值将走刀路径离散成大量的直线和圆弧,之后数控系统利用直线和圆弧插补算法完成加工轨迹的密化。因此传统的数控系统在切割空间曲线时会大大地降低切割轨迹曲线的连续性,使加速度与进给速度的不连续,进而造成进给不均匀、不平滑,同时由于频繁的加减速对机床的动态性能要求较高。为满足高速、高精度的切割要求,该控制系统开发了NURBS插补算法。
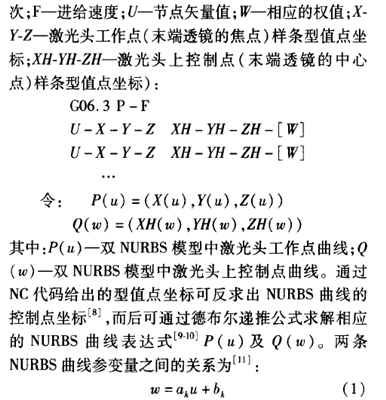
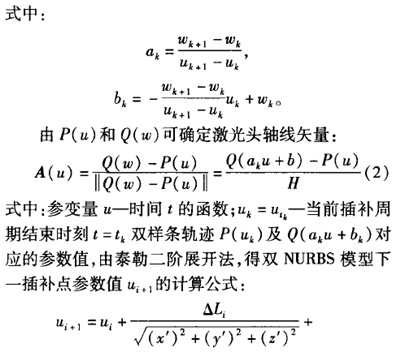
NURBS曲线插补算法分为预处理和实时处理两部分,NURBS插补系统框图如图4所示。插补预处理根据NC程序给出的轮廓轨迹点及双NURBS模型拟合出两条NURBS曲线,并求出双NURBS曲线之间参变量之间的关系。实时处理分两步来完成:①插补点参数密化,根据速度控制算法优化下一插补周期内的进给速度,计算进给步长,求出与其相对应的参数值;②插补点轨迹计算,根据参数值,计算下一插补点的坐标值、各轴的运动增量m。7 J。本研究采用的五轴NURBS插补指令格式如下所示(其中:G06.3一NuRBs插补开始标志;P一曲线幂
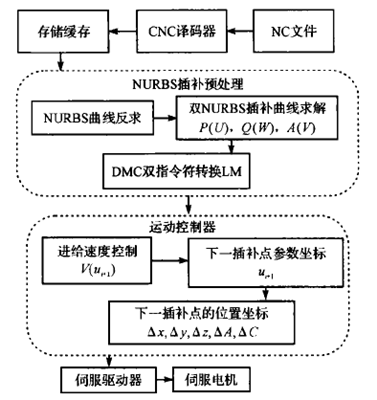
图4 NURBS插补系统框图

激光头沿着轮廓曲线进行切割时,受工件的物理特性、加工工艺、加工轨迹及切割机自身动态特性的影响,需要及时调整每个插补周期内的位移进给量ALi=V/T,以满足高速、高精度加工要求。由于插补周期T固定不变,需要及时调整每个插补周期内的进给速度。融合基于曲率的速度控制算划131与自适应速度控制算法‘14],本研究每个插补周期内的进给速度取值为:
4.仿真实验与结果分析
待切割工件如图5所示。

图5待切割工件
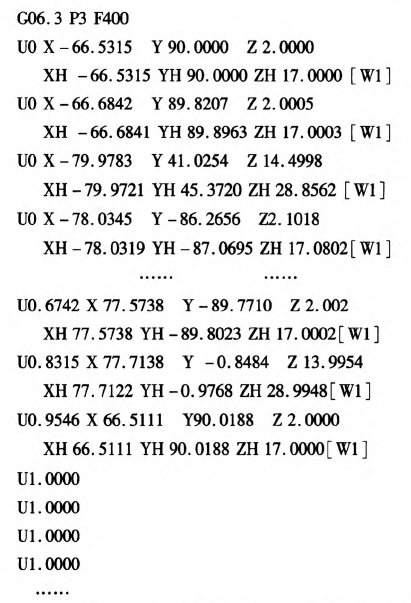
本研究要求激光切割机沿图中所示黑色线条逆时针方向进行切割,则切割轨迹中由A至曰为一空间自由曲线,与传统的控制系统使用大量的微小直线段对A至B的自由曲线进行拟合不同,该控制系统采用的NURBS曲线插补方法将切割轨迹拟合成一条光滑的NURBS样条曲线。笔者通过对UG后置处理模块进行二次开发,生成具有本研究所提出的双NURBS插补算法的NC代码L15。16 J。切割加工程序中NURBS代码段为:
NURBS插补算法解释程序的设计思想与传统的解释程序相同:建立一个和NURBS代码程序相对应的结构‘171。通过解释程序识别NURBS代码段,将代码逐行读人,经过转换将信息存储进不同的控制数组,等待NURBS算法利用数组的信息进行计算以得到完整的NURBS曲线。
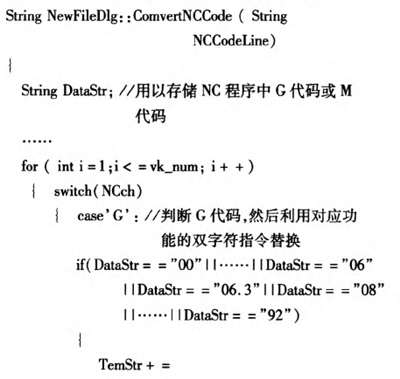
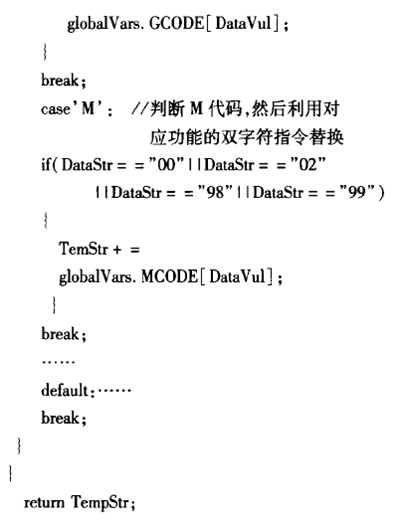
DMC运动控制器拥有自身的双字符指令系统,NC代码经过上述处理之后,需要将加工程序翻译成使用运动控制器的双字符指令表示的程序,而后使用接口函数将加工程序下载进运动控制器。本研究采用的方法是在上位机(PC)中建立功能代码替换表数据库,在翻译阶段利用代码替换表将NC代码翻译成双字符指令程序。以下是翻译模块的部分程序:
代码替换表中实现G06.3NURBS曲线插补命令的DMC双字符指令是插补联动命令LM[18I。在插补联动运动方式中,各轴以矢量速度(VS),矢量加速度(VA),矢量减速度(VD)沿规定的轨迹联动运动,运动轨迹是根据各轴的增量距离(LI)来产生。插补联动命令LM对运动长度没有限制,可以给出无限增量线段。但是由于缓冲区存储容量有限(最多允许存储511个线段),故在插补联动过程中,需要不断地向缓冲区内增加线段数以保证NURBS插补的连续。笔者运用运动控制器的多线程技术,将实时插补分为4个线程。主线程使用联动插补命令LM实现运动控制;子线程1使用一LM命令去查询缓冲区中的线段数,当缓冲区中的线段数小于一定数目时(本研究规定511),查询上位机交互子线程2,如果插补没有完成则向缓冲区添加插补线段;线程2与上位机交互,读取NURBS曲线特征参数及判断NURBS插补是否完成;线程3进行速度优化与插补线段的生成。用插补联动命令LM实现NURBS实时插补的部分程序代码如下:
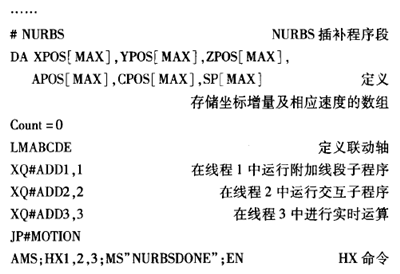
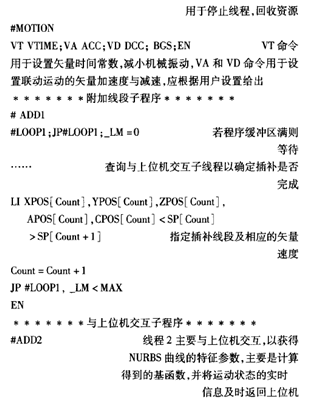
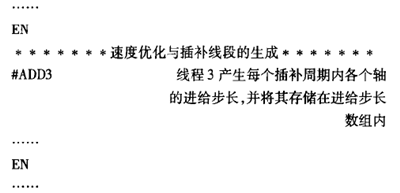
数组XPOS[MAX],YPOS[MAX],ZPOS[MAX]中存储的是x,l,,z各轴的坐标增量,APOS[MAX],CPOS[MAX]存储的是A,C两个旋转轴的坐标增量,SP[MAX]中存储的是各个增量线段对应的矢量速度,VTIME、ACC、DCC用于存储时间常数与加、减速度。在Matlab中进行仿真试验可得等距双NURBS轨迹图如图6所示与激光头轴线矢量图如图7所示,图6是利用本研究所提出的插补算法在Maflab软件下模拟切割机控制系统在切割过程中对切割轨迹进行NURBS插值计算后得到的双NURBS曲线,由图7可知插值所得的轨迹光顺性良好;图7是相应的轴线矢量图,由图可知在切割过程中,激光头的轴线始终位于待切割材料的表面的法线方向,在加入速度控制算法之后,在曲线的曲率变化较大的地方,轴线分布十分密集,即切割的速度会大大的降低以控制切割误差,进而提高切割质量,避免切割加工完成以后在轨迹路径上出现材料未被切开点。
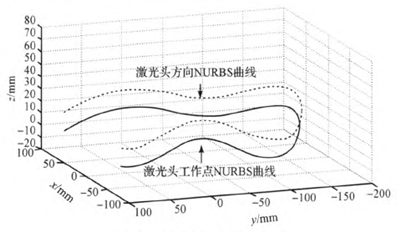
图6等距双NURBS轨迹
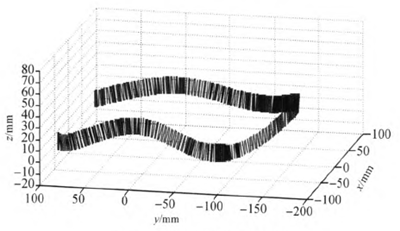
图7激光头轴线矢量位置
5.结束语
本研究设计的激光切割控制系统是基于PC+NC的方式,NC采用GALIL运动控制器DMCl856、PICM一3900S互联模块及伺服系统。开发了NURBS插补算法并利用DMC自身指令系统加以实现,完成对x、y、z、A、C轴的精确运动控制进而能够实现较为复杂的空间自由曲线的切割工艺;NURBS插补算法分为预处理及实时处理两个阶段,大量的计算任务放在非实时周期的预处理阶段完成,缩短了插补周期进而提高了控制系统的实时性和激光切割的精度,Matlab仿真实验结果表明该控制系统的插补算法满足现代高速,高精度的切割要求。
系统的底层采用成熟的运动控制器加以实现,具有良好的开放性,后续开发中可以通过添加不同的功能模块来扩充系统的功能。此外,该系统开发周期短、人机界面交互好、自动化程度高、性价比优异,有助于我国突破国外的技术限制,因此具有良好的应用前景及使用价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

