



基于PLC 对车床CA6140 的电气控制线路改造方法的探讨
2016-12-19 来源:新疆阿克苏地区高级技工学校 作者:迪力拜尔·胡达拜地
摘要:车床是一种应用极为广泛的金属切削车床,目前采用传统的继电器控制的普通车床在中小型企业仍大量使用,能够车削外圆、内圆、端面、螺纹、切断及割槽等,它采用继电器接触器电路来实现电气控制系统。但由于大量的使用了继电器与接触器,再加上继电器系统接线复杂,经常造成接触不良,而且原件老化快,设备故障频繁,不便于维修,故障诊断与排除困难,影响到实际的生产运用。因此当务之急就是对CA6140 车床进行技术改造,以提高企业的设备利用率,提高产品的质量和产量。本文结合了PLC 的性能,在介绍CA6140 车床基本结构的基础上,深入分析了该车床的工作原理,论述了三菱FX -48MR 在CA6140 的控制运用。
关键词:CA6140 车床;PLC;改造
1.概述1.1 车床CA6140 接触器控制和三菱FX2N48 -MR 控制分析
目前采用传统的继电器控制的普通车床存在一下问题:
①触点易被电弧烧坏而导致接触不良;
②机械方式实现的触点控制反映速度慢;
③继电器的控制被固定在线路中,功能单一、灵活性差。
可编程控制器(PLC)应用于机床电气控制电路,有如下的特点:
①通用性、适应性强;
②完善的故障自诊断能力且维修方便;
③可靠性高及柔性强。
当前,小型PLC 的价格亦很便宜,因此在普通车床的控制电路改造中发挥了及其重要的作用。1.2 CA6140 型车床电气控制线路工作原理分析
(1)CA6140 型车床的主电路:电源由钥匙开关SB 控制,低压断路器QF 作为机床的电源总开关,将SB 向右旋转,然后扳动断路器QF,使其触点闭合将三相电源引入。主电路中共有三台电动机:M1 为主轴电动机,带动主轴旋转和刀架的进给运动;M2 为冷却泵电动机,用以输送冷却液;M3 为刀架快速移动电动机,用以拖动刀架快速移动。
(2)CA6140 型车床的控制电路:通过控制变压器TC 输出110V 交流电压供电,由熔断器FU2 作短路保护。在正常工作时,行程开关SQ1 的常开触头闭合。当打开床头皮带罩后,SQ1 的常开触头断开,切断控制电路电源,使三台电动机都不能得电工作,以确保人身安全。钥匙开关SB 和行程开关SQ2 的常闭触点在车床正常工作时是断开的,QF 的线圈不得电,断路器QF 能合闸。当打开配电壁龛门时,SQ2 闭合,QF 线圈得电,断路器QF 自动跳闸,切断车床的电源。
1)主轴电动机M1 的控制:主轴电动机M1 的启动和停止,是由启动按钮SB2 和停止按钮SB1 控制接触器KM线圈的通电和断电来实现的。如果主轴电动机M1 在运行过程中出现过载,热继电器KH1 动作,其常闭触点断开,接触器KM线圈断电,其主触头分断将M1 电源切除,防止电动机M1 因过载而发热烧毁。2)冷却泵电动机M2 的控制:冷却泵电动机M2 的运行由继电器KA1 控制。KM的常开辅助触头实现主轴电动机M1 和冷却泵电动机M2 的顺序控制,保证只有主轴电动机M1 启动后冷却泵电动机M2 才能启动运行,提供冷却液。3)刀架快速移动电动机M3 的控制:刀架快速移动电动机M3 的启动是由安装在进给操作手柄顶端的按钮SB3 控制的,它与中间继电器KA2 组成点动控制环节。将操作手柄扳到所需移动的方向,按下SB3,KA2 得电吸合,电动机M3 启动运转,刀架沿制定的方向快速移动;松开SB3,电动机M3 停止运行,刀架停止快速移动。
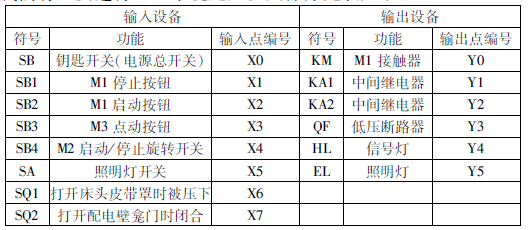
(3)CA6140 型车床信号与照明电路:以上图中最右方的信号灯和照明灯区域表示的是CA6140 型车床的信号与照明电路。其中,HL 为电源指示灯,EL 为车床的低压照明灯。车床的电源开关QF 闭合以后,电源指示灯HL 就一直保持亮的状态。照明灯EL 由开关SA 控制,SA 闭合照明灯亮,SA 打开则照明灯灭。控制变压器TC 的二次侧输出24V 和6V 电压,分别作为车床低压照明和信号灯的电源。熔断器FU4 和FU3 用来做短路保护。2.PLC 程序和外部接线设计2.1 分配I/O 点。在系统改造过程中,由于主令电器及被控电器元件相对较多。为了方便系统线路装配及控制程序设计,
我们有必要进行I/O 系统定义。具体分配表如下:
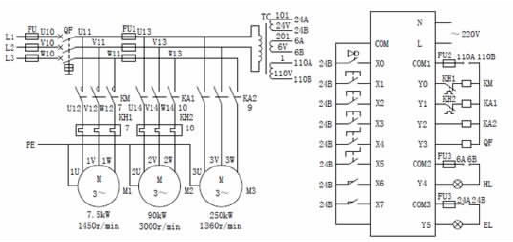
2.2PLC 外部接线设计。
PLC 的控制电路的主电路,PLC的I/O 接线如下图所示,图中输入信号使用PLC 提供的内部直流电源24V(DC);负载使用的外部电源为交流110V(AC);电源指示灯和照明灯使用6V 和24V (AC),使用PLC 的电源为交流220V(AC)。
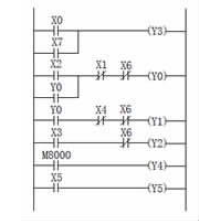
2.3 梯形图设计。
通过上述PLC 控制过程的分析,我么可以绘制出PLC 程序设计的梯形图:
3.小结
利用三菱FX2N -48MR 对CA6140 车床进行改造,改造后车床的功耗变低,外部接线构造简单清晰,维修简单,因为PLC 运行速度快,灵敏度高,所以工作效率很快。输入电压低,所以安全性也大大提高,经过改造既不花高昂的费用买新车床,也不用担心可靠性差的问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

