



基于 PMAC 的数控系统手轮功能研究
2017-12-8 来源:天津职业技术师范 天津光电安辰信息 作者:岳刚 邓三鹏 孙奇涵 曹川川 程贝贝
摘要: 阐述了数控系统手轮功能的相关知识。提出一种基于 VB 和 PMAC 实现数控系统手轮控制功能的方法。利用 VB编写手轮功能上位机软件,实现手轮数据的获取与处理; 通过 PMAC 控制各轴的运动,实现数控系统的手轮控制功能,并给出关键的程序代码。编制的程序代码具有通用性和可移植性,并已在自主研发的基于 PMAC 的数控加工中心
VNCZT-545上成功应用。
关键词: PMAC; 手轮功能; VB
PMAC 多轴运动控制板是由 Delta Tau 公司推出的低成本高精度多轴控制板,是工业领域最常用的运动控制板之一,广泛应用于各数控系统中[1]。手轮功能在机床使用中占有很重要的位置,工件对刀、各轴微动控制都需要用到手轮。手轮功能的实现难点在于手轮和被控轴运动的跟随性,跟随性可分为两个方面: 移动距离和移动速度。
文中提出一种基于 VB 和PMAC 实现手轮控制功能的方法。
1 、硬件结构
以自主研发的基于 PMAC 的数控加工中心系统VNCZT-545 为执行机构,手轮为控制机构,工控机为处理中枢,实现加工中心与手轮的运动跟随。系统硬件连接如图 1 所示。
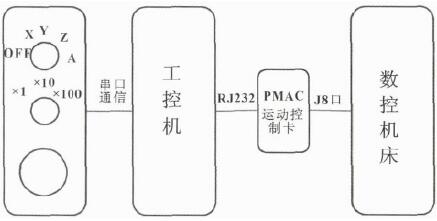
图 1 系统硬件连接
手轮通过串口将数据传输到工控机上,由工控机上的用 VB 语言编写的上位机软件 ( 以后简称 VB 软件) 进行数据处理,将处理后的数据通过网线传输给 PMAC 运动控制卡,最终驱动数控机床相应轴的运动。
2 、手轮数据设定
手轮通过串口发送给工控机的指令,由 VB 软件存储在相应的变量中,手轮与 VB 软件的通信协议见表 1,DTC-32IN 端口配置见表 2。
表 1 手轮通信协议
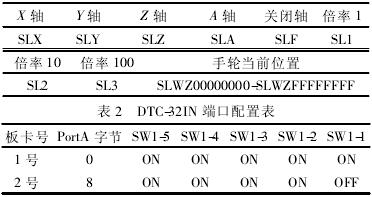
手轮通过串口与上位机相连接并实现通信。手轮相当于一个旋转编码器,旋转手轮即可发出连续的 8位十六进制数 A,每一个手轮位置都有独立的位置数A。上位机接收到当前手轮位置 A1之后,将其与上一次的位置 A0做差,得到差值 Δ。若 Δ > 0 则代表手轮正转,若 Δ < 0 则代表手轮反转,然后将 | Δ | 作为手轮移动距离。
3 、VB 软件设计
在软件界面可以实时显示 X、Y、Z 三个坐标轴的当前位置、手轮当前位置、手轮旋转量、手轮倍率、手轮旋转速度。
通过 Jog + 可实现选中轴的点动正转控制,Jog -实现选中轴的点动反转控制,Stop 可使选中轴停转,Home 可实现选中轴的回零操作。VB软件界面如图 2所示。
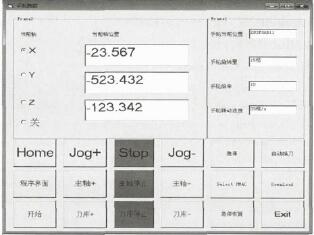
图 2 VB 软件界面
VB 软件具体运行过程如下:在 VB 软件中,通过命令 return_value = Pmac Ge-tResponse A( Device Number,response,255," #1 p" ) 实现轴的选择; 通过给字符串变量 bl赋值,实现倍率的控制,即: bl= Mag · Δ; 通 过 命 令 return _ value =Pmac GetResponse A( 0,response,2," #" + Str( n) + "j: - " & bl) 实现选定轴的轮动。软件流程如图 3 所示。
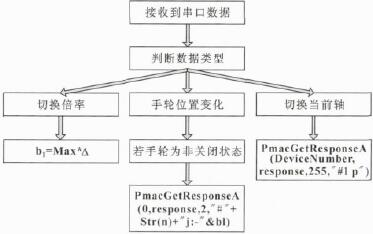
图 3 VB 软件流程图
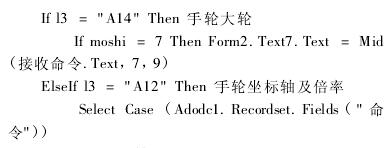
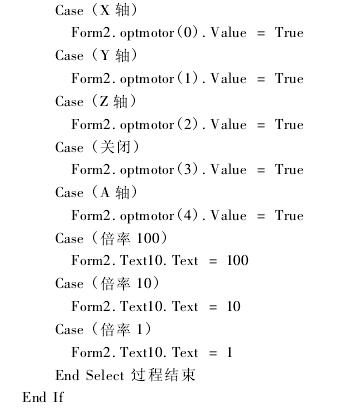
程序关键部分源代码:

4 、实验验证
将上述手轮系统按图 1 所示结构接线后,成功实现手轮的位置跟随和速度跟随。在图 2 所示的软件界面中,实现了 X、Y、Z 三个坐标轴位置、手轮当前位置、手轮旋转量、手轮倍率和手轮旋转速度的实时显示。通过对比机床位置实际位置和软件显示位置,数据一致,说明位置跟随准确。机床运行中无窜动,说明速度跟随平稳。至此数控机床手轮功能的实现收到了良好的效果。
5 、结论
数控机床手轮功能的实现,是数控机床控制系统设计中重要的一环。文中详细论述了利用 VB 软件和PAMC 运动控制卡作为控制中枢,实现手轮运动和速度跟随的方法,并通过实验论证了方法的有效性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

