



摘要: 针对 PowerMILL 软件后处理模块 PostProcessor,以标准三轴后处理文件为基础,探讨了五轴后处理文件的修改与定制方法。实践表明,后处理文件在 UG800 小龙门式五轴加工中心上试验通过,达到了预期结果。该方法对 PowerMILL五轴加工的应用有积极的意义。
关键词: PowerMILL 软件; PostProcessor 模块; 五轴后处理; 数控系统
0 引言
随着制造业的竞争加剧,加工质量与时间成本已成为企业缩短产品周期、降低成本、提高竞争力的关键因素。越来越多的企业选择五轴机床来加工复杂产品,通过减少装夹次数、降低时间成本来提升自己的竞争力。而传统的手工编程越来越难高效率地编制五轴机床加工程序,成为发挥五轴机床最大性能的瓶颈。选择使用软件编程替代手工编程成为普遍现象。
目前,国 内 常 用 的 CAM 软 件 有: PowerMILL、UGNX、Catia、MasterCAM、Cimatron 等。编程软件通过计算机计算产生刀具路径文件,也就是刀位文件,但刀位文件不是数控系统可识别的 NC 程序,需要由相应的后处理模块处理成机床所需的 NC 程序; 因此,后处理的研究成为了 CAM 软件研究的核心。在本文中,利用 PowerMILL软件的后处理模块来研究五轴后处理。
1、 PowerMILL 软件后处理模块
PowerMILL 软件提供两种后处理模块: DuctPost和 PostProcessor。前者通过文字处理软件进行后处理的创建与更改,其修改方便,处理刀位文件速率快,短小精悍; 后者是图形界面的后处理模块,更加直观,使用简单,功 能 强 大,是未来的发展方向。本 文 针 对PowerMILL 软 件 PostProcessor 后 处 理 模 块 定 制 五 轴Fanuc 系统摇篮式机床所需后处理文件。
1. 1 产生刀位文件
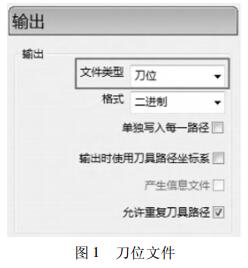
在 PowerMILL 软件选项中,将 NC 程序输出文件类型更改为“刀位”,之后写入 NC 程序,即得到后缀为. cut 的刀位文件,如图 1 所示。
1. 2 导入 PostProcessor 后处理模块PostProcessor 模块如图 2 所示。打开 PostProcessor后处理模块,右键点击“CLDATA Files”,选择“AddCLDATA”选项,将本文第 1. 1 节中得到的刀位文件导入; 之后右键点击“New Session”,选择“Open”选项; 在PostProcessor 安装目录文件夹“Generic”中找到标准的Fanuc 三轴后处理文件“Fanuc. pmoptz”。接下来的工作就是将标准的 Fanuc 三轴后处理文件修改成五轴后处理文件。这需要从 3 个方面入手: 机床运动形式设置、RTCP 功能设置和 3 + 2 坐标系转换设置。

2、 PostProcessor 五轴后处理定制
2. 1 机床运动形式设置
尝试使用第 1. 2 节中的 Fanuc 后处理文件来处理test_ 5axis 刀 位 文 件,软件信息栏中会出现“errorNCB0260:This machine can’t handle multiaxis programs”错误提示。这是因为标准后处理文件是三轴后处理文件,而目前使用的刀位文件是一条多轴路径;因此,第一步需要定义机床运动形式。
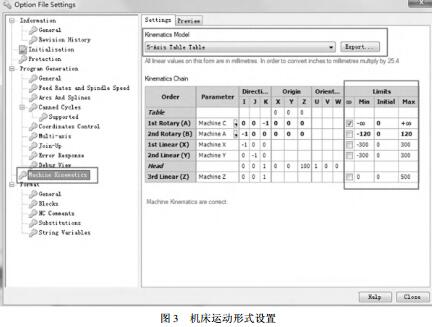
打开“Option File Settings”对话框,选择“MachineKinematics”节点,将“Kinematics Model”选项内容从“3 - Axis”更改为“5 - Axis Table Table”; 根据机床实际参数,定义两个相应的旋转轴。这里以 A、C 轴为例,将旋转轴定义为“Machine A”和“Machine C”; 根据机床的运动限界定义相关极限值,机床运动形式设置
如图 3 所示。
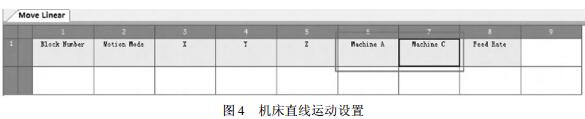
在“Commands”标签中,选择“Move”列表中的直线插补模块“Move Linear”,机床直线运动设置如图 4所示,增加 Machine A 和 Machine C 两个参数,用来定义 A、C 两旋转轴,修改两参数为坐标系格式并且分别加上前缀 A、C。
在预览框中显示加工程序代码如下:N1 G01 X0. 000 Y0. 000 Z0. 000 A0. 000 C0. 000 F1. 0各项参数以及数据格式符合要求,机床运动形式设置完毕。
2. 2 RTCP 功能设置
五轴加工中,由于旋转运动的影响,会产生非线性误差。RTCP( 绕刀具中心旋转) 功能可使数控系统自动对旋转轴的运动进行实时线性补偿,从而保证插补点始终位于编程轨迹上[1]; 但并非所有的五轴机床都具有 RTCP 功能。对于没有 RTCP 功能的机床,可在 PostProcessor 模块中设置刀具中心到旋转中心的差值,在后处理中对旋转轴运动的误差进行补偿。
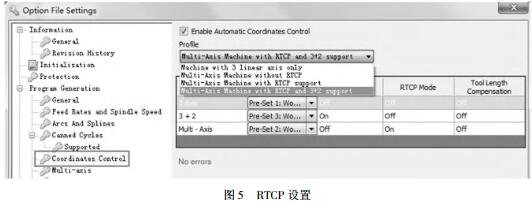
PostProcessor 模块中 RTCP 功能的设置是在 CoordinatesControl( 坐标控制) 节点中。根据机床是否存在 RTCP 功能,选择相应的选项。RTCP 设置如图 5所示。
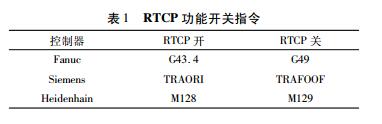
在不同控制器中,RTCP 功能开关指令各有不同。常见的 Fanuc、Siemens、Heidenhain 控制器中 RTCP 功能开关指令如表 1 所示。在第一次换刀移动中使用条件语句判断刀路类型( 三轴、3 + 2 轴、五轴) ; 结合 Fanuc控制器 RTCP 开关指令,写出图 6 所示句式结构。

针对不同类型刀具轨迹进行不同换刀移动设置,不仅是系统的需求,也是加工安全的保证。
2. 3 3 + 2 轴坐标系转换设置
目前,3 + 2 轴刀具路径的输出方式有两种: 一种是以五轴形式输出,也就是给出刀轴旋转指令; 另一种是通过 3 + 2 轴坐标系转换指令( Fanuc: G68. 2; Siemens:
Cycle800; Heidenhain: Plane Spatial Cycle19) ,将后处理坐标系转变成 3 + 2 轴编程坐标系。两者最大的差别是后者可输出钻孔循环,并且后者的坐标值更加直观,方便机床操作者理解。
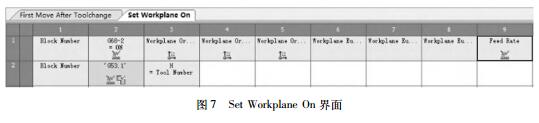
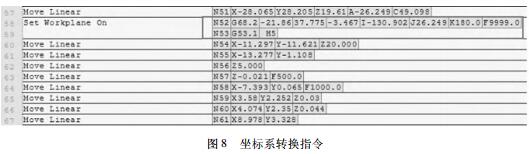
在“Option File Settings”对话框中的“CoordinatesControl”节点中,将“Axis Mode”标签下“3 + 2”类型的“Workplane Transformation”选项设置为“on”,“RTCPMode”选项设置为“off”,即使用 3 + 2 轴坐标系转换输出方式代替五轴输出。同样,在“Option File Settings”对话框中,选择“Multi-axis”节点,在“Wrokplane Definition”选项对话框中,将“WorkplaneSource”选项内容更改为“Tool Vector and Orientation”,将“Euler Convention”选项 内 容 更 改 为“ZXZ Rotating”。激活“Command”标签下的“SetWorkplane On”命令,在编辑面板中输入如图 7 所示参数。经过以上命令设置,已经完成了 3 + 2 轴坐标系转换基本设置,右击刀位文件,选择“Process as Debug”命令,预览计算结果,得到如图 8所示的坐标系转换指令。
3 、五轴后处理配置实例
台湾崴立 UG800 小龙门式五轴加工中心见图 9,配备 A、C 摇篮式转台。

后处理配置前需详细了解机床相关参数: X 轴行程( 左右) 为 800mm; Y 轴行程( 前后) 为 950mm; Z 轴行程( 上下) 为 650mm; A 轴、C 轴旋转角度为 - 120° ~30°,- 360° ~ 360°; 控制系统为 Fanuc 31i A5。
3. 1 设置后处理辅助信息
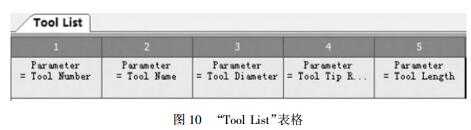
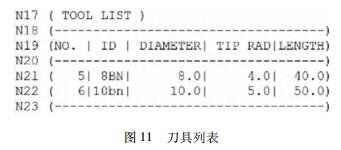
一条高质量的 NC 程序,不仅能满足机床实际的加工需求,同时也能告诉机床操作者程序中使用的坐标系、刀具和切削时间等参数。针对这些信息的获取,在PostProcessor 模块中提供了十分便捷的模块式编辑与调用功能。在机械加工之前,操作者首先需要知道程序所使用的刀具,进而准备相关刀具。传统的方法是提供纸质的配刀表,随程序一起下发到车间。而在 PostProcessor 模块中,可以将配刀表内置在程序中,具体做法如下: 在 PostProcessor 模块中,为后处理文件的定制提供表格模块。打开“Editor”模块下的“Tables”标 签,该模块默认可定制“Tool Tables”和“ToolPath Tables”两种表格。在“Tool Tables”模块中定义名为“Tool List”的表格,在编辑面板中,填写如图10 所示参数。在程序开头合适的位置可调用“ToolList”参数,测试处理后,可得到程序中所使用的刀具列表,如图 11 所示。根据需求,可增删相应刀具参数。
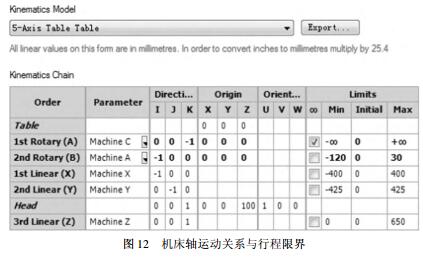
3. 2 设置五轴结构关系
UG800 为 A、C 摇篮式五轴机床,结合上文中运动关系设置说明和机床实际的参数,可定义机床的轴运动关系与行程限界,如图 12 所示。在直线插补运动中,增加旋转轴的坐标参数 Machine A 和 Machine C。
3. 3 坐标控制和 RTCP 的设置
坐标控制是用于配置 X、Y、Z 直线运动轴坐标值的计算方法。在“Coordinates Control”节点中需要勾选坐标控制选项“Enable Automatic Coordinates Control”
才能设置 RTCP 功能。在选项“Profile”中选择“MultiAxisMachine with RTCP and 3 + 2 support”选项,表示后处理支持 RTCP 和 3 + 2 轴坐标系转换功能,如图 13所示。使用条件语句判断刀轴模式,进而设置“FirstMove After Toolchange”选项中不同选项模式的轴运动方式。将 Fanuc 刀尖旋转 RTCP 指令 G43. 4 增加在五轴刀轴旋转中。按本文第 2. 2、第 2. 3 节中的说明,设置 RTCP 和 3 + 2 轴坐标系转换模块。完成后,将配置的后处理文件进行命名保存。

3. 4 后处理的应用
使用后处理文件处理得到的 NC 程序如下:
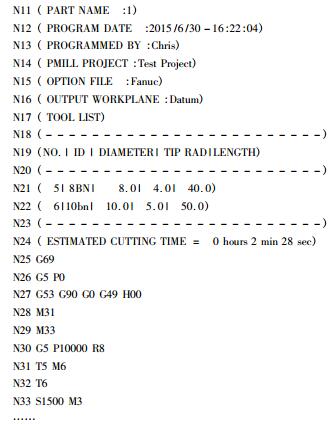
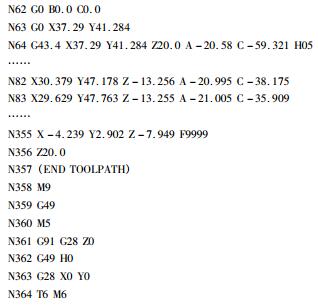

此程序包含详细的刀具路径说明,如后处理坐标系、切削时间统计和配刀表等。程序中同样包含RTCP 指令 G43. 4 及 A、C 轴旋转轴坐标值等,可满足UG800 五轴机床的实际使用。
4、 结语
PostProcessor 是 Delcam 公司针对铣削加工开发的专业后处理器,其结构严谨,灵活方便,功能强大。在软件安装目录中,提供各种系统的标准三轴后处理文件,直接或者少量修改之后即可满足使用。它不仅适用于 PowerMILL 软件,对于 FeatureCAM 和 ArtCAM软件的铣削操作同样适用。基于五轴机床运动的复杂性,建议详细阅读 PostProcessor 软件说明文档,充分了解软件功能后再做定制修改。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

