



摘 要:零件中一些有着特殊几何形状分布的加工,比如见的圆周等分、矩阵分布的孔,可以采用数控系统提供的循环指令来加工,但对于一些有着特殊形状或结构要求的零件,其分布的加工部位结构可能不是在平面上,而是二维轮廓,或者三维轮廓,甚至更为复杂。针对这种情况,我们可以使用宏程序,采用条件转移的方式来实现简化程序。
关键词:SIEMENS 系统;宏程序;特殊指令;数控编程
随着高等院校的飞速发展和数控技术的广泛应用,大批数控机床编程人员的培训迫在眉睫而又难以解决。目前的数控系统为用户提供了许多具有特殊意义的 G 指令、宏指令以及参变量。这就使我们在编程过程中,对于具有相同与相似加工部分的零件,更容易编制它们的通用程序,并且采用特殊 G 指令、宏指令及参变量编程,使所编出的程序更加简化。比如 SIEMENS 系统中的可编程参数设定$TC_DP6 指令以及相关的宏指令。
1 、可编程参数设定$TC_DP6 指令及宏指令
刀具几何参数的编辑,即通过程序指令来变更刀具的半径补偿量,在 SIEMENS 系统中可通过$TC_DP6 指令来实现。
1.1 $TC_DP6 指 令 变 更 刀 具 补 偿 量 。 格 式 :G90/G91$TC_DP6[1,1]=R;其中,变量 1—前一个 1 表示对变量的赋值为 1,这个 1 表示变更刀具补偿量方式;1—刀具补偿号;R—刀具的补偿量;G90—绝对坐标编程(覆盖原有补偿量);G91—相对对坐标编程(在原有补偿量的基础上累加)。为了能够实现用同一把刀具对零件进行粗、精加工,可以通过改变程序中 R 来改变刀具的半径补偿量,从而实现一把刀加工零件轮廓时加工余量的调整。
1.2 用户宏指令
1.2.1 变量的赋值与运算。格式:R1= R2+R3;SIEMENS 系统中以“R”作为变量名,“R”后的数值为变量的下标用来区分各变量。“=”表示变量的赋值,“R1”为被赋值的变量,“=”右边可以是实际值或数学表达式。数学表达式中可包含四则混合运算和三角函数运算。
1.2.2 无 条 件 转 移 指令 GOTO。格 式 :GOTOB labe1;GOTOFlabe1;GOTOB-向后跳转,即向程序开始的方向跳转;GOTOF-向前跳转,即向程序结束的方向跳转;labe1 表示行号,转移到目的程序段在哪一行,这里就写该行的行号。
1.2.3 条件转移指令 IF。格式:IF [conditional expression] GOTOBlabe1;“[ ]”中是一个逻辑运算表达式,常见的逻辑运算功能指令如下:=;≠;>;≥;<;≤。逻辑运算过程中,常量、变量与数学表达式均可参与运算。labe1 是转移目标程序段的行号。若“[ ]”中逻辑运算表达式成立,程序将转移到 labe1 所指定的程序段,不然,将继续执行下一个程序段。在数控编程中,根据零件结构的特点,对于数控系统中的特殊指令,我们可以加以灵活运用。例 如 ,将$TC_DP6 指令与用户宏指令共同使用,可以使零件的加工程序更加简化,使程序可以缩短到原来的 1/3,甚至更短。
2 、应用实例分析
2.1 零件特点。如图 1 所示是一个椭圆,把它从中点和端点分成两个半椭圆,然后用直线相连。长半轴为 76mm,短半轴为 20mm。使用 φ12mm 刀具。将工件坐标系(编程坐标系)G54 的原点设定在零件对称中心。
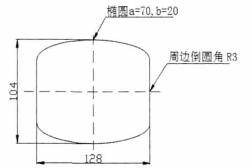
图 1 零件图
2.2 程序处理。在零件的实际加工过程中,由主程序 ABC.MPF来调用宏程序。零件的外形轮廓加工完之后,利用可编程参数设定指令$TC_DP6 的刀具补偿量更换功能,在加工倒圆角时通过变更刀具补偿,使工件坐标数值逐渐增大,而 Z 轴由参数的变化而逐步下降一个深度,其深度由参数确定。程序执行框图如图 2 所示。
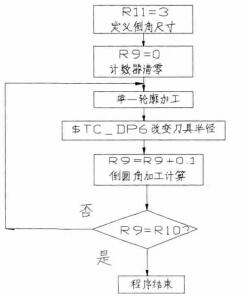
图 2 宏程序执行框图
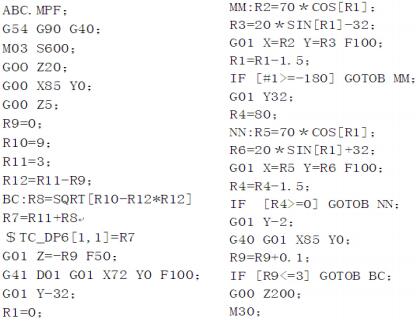
利用系统宏指令的参数计算以及判断循环功能,在宏程序ABC.MPF 中通过多次循环执行,将 R3 的圆角完成,程序既简化又清楚地表达了每一个加工步骤。下面是具体加工程序:
结束语
通过编程的方式,根据需要重新设定工件坐标系,借助于可编程的参数设定$TC_DP6 指令,能够使工件坐标系在任意方向上改变位置。该指令与宏指令的共同使用,大大增强了被加工零件数控程序的逻辑性和灵活性,进一步扩展了数控系统的加工功能。在数控程序中采用如$TC_DP6 之 类 的 一 些特殊功能指令及变量,为解决一些形状特殊及轮廓复杂的零件加工程序的编制提供了新思路。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

