



美国 HAAS 机床国产化数控系统的改造
2018-9-28 来源:中航工业沈阳飞机工业(集团)有限责任公司 作者:刘天冬,李 林,白云鹏
[ 摘要 ] 美国 HAAS 公司的 VF-7 数控铣床原配置 HAAS 数控系统,改造为沈阳高精 GJ401 国产数控系统。文中介绍了电气系统改造方案、沈阳高精 GJS 系列伺服器的调整和伺服参数的优化方法。
关键词:沈阳高精 GJ401 数控系统;GJS-015 系列伺服;GJM 系列伺服电机
国内数控机床的数控系统大部分配置进口系统。随着中国经济的高速发展,国内数控机床产业有了快速提升,国产化数控系统逐渐形成规模。国产数控系统在功能性、稳定性等方面都有了大幅的提高,与进口数控系统差距逐渐缩小,基本可以满足国内用户的需求。
美国 HAAS 厂家的 VF-7 数控铣床原配置是美国HAAS 系统。十多年的使用造成了系统严重老化、故障率高、机床备件已经停产、维修困难等问题。但是,机床的机械部件和附属部件依然完好,可以继续使用。为了满足生产需要,对美国 VF-7 数控铣床进行数控系统国产化改造,选择沈阳高精数控有限公司的 GJ401 数控系统为电气控制系统。
1 、 数控系统改造的方案
国产化数控系统选用沈阳高精自主研发的 GJ401数控系统, GJS 系列 A 型 S3 总线伺服,GJM 系列伺服电机(X,Y,Z 轴的额定回转速度为 2000r/min,为防止 Z轴自重下滑,Z 轴电机具有制动器实现断电后的抱闸制动)。主轴驱动采用蒙德 IMS-MF 系列交流伺服主轴驱动器,主轴最高转速为 4900r/min。机械启动拨叉换挡,低档为 50~1000r/min,高档为 1001~4500r/min。
沈阳高精 GJ401 国产数控系统采用先进的开放式体系结构,是一款通用性强、配置灵活的中高档数控系统。可连接数字式、模拟量两种类型的伺服驱动器,最多可支持 10 轴,它内置嵌入式工业 CPU 板卡,配置 12 吋彩色液晶显示屏和标准机床工程面板,集成轴控制接口,MPG 手持操作单元 I/O 接口,工业以太网SSBIII 总线接口、网络接口和 USB 接口及总线功能扩展机箱单元,具有模块化、开放、灵活的系统结构。沈阳高精 GJ401 数控系统的操作界面清晰明了,操作简单易于上手。编程语言按照国际通用标准进行设计,具有高性能、高可靠性及配置灵活、结构紧凑、易操作等特点。
美国 HAAS 数控系统的 VF-7 数控铣床改造,选用沈阳高精 GJ-401 显示终端,沈阳高精 CNC 机箱,蒙德主轴变频器,LINCOLN 电机(额定输出 7.5k W,额定电流 30A,额定扭矩 10N·m,额定功率 60Hz),GJS-015 系列伺服,3 个 GJM 系列伺服电机,3 个变压器,6 个断路器,10 个交流接触器等多个元器件。改造时对原机床电气控制柜重新设计,电源进线的尺寸选择 6~10mm2,控制电线选用 1.5~2.5mm2,将新的电气部件和电器元件进行安装连接,根据电气设计的说明书指示,在电气柜中留出充足的散热空间。电气控制如图 1 所示。
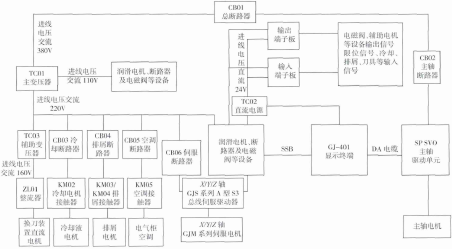
图1 电气控制框图
2 、沈阳高精 GJ401 系列数控系统伺服参数的调整与优化
伺服控制分为 3 个环节:电流环、速度环和位置环。最内环为电流环,直接控制电机的力矩输出和速度输出。其次为速度环,根据速度指令控制电机速度。最后为位置环,控制电机的实际位置。伺服响应的优先级:电流环>速度环>位置环。沈阳高精 GJ401 系列数控系统的伺服控制,如图 2 所示。
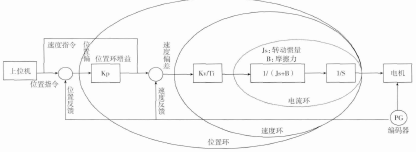
图2 伺服控制框图
(1)电流环的优化:电流环是比例积分调节器组成的,VF-7 数控铣床改造使用沈阳高精数控配套的伺服和电机,因而系统在组态电动机时给出比较好的优化参数,一般不需要进行手动优化。
(2)速度环的优化:沈阳高精数控 GJS-015 系列伺服的速度控制模式是通过模拟量的输入频率作为指令速度的控制。速度环的参数调节在 GJS-015 伺服上实行,速度环控制器采用比例积分 (PI) 控制 , 主要就是对速度控制器的比例增益(Pn5)尽可能的大,这样可以提高机床的响应速度和跟踪精度,希望积分时间常数(Pn6)尽可能的小,这样可以提高机床抗扰动能力。速度环的参数调整需要在GJS-015 系列伺服的数字操作器完成。数字操控器位于伺服主机,可显示状态、输入数据。在数字操作器上有 MODE、INC、DEC、SET 4 个键。在按下 MODE 键后,可选择状态显示模式、监视模式、参数设定模式。选择 SET 键可以显示伺服的参数设定值,通过选择 INC(+)键和 DEC(-) 键对伺服参数进行调整。速度环比例增益数值越大,增益和响应速度大。速度环积分增益值大,速度误差积分和速度刚度大。要根据电机的特性及机械系统的刚性要求按比例成对适当调整,否则电机会有噪音、震动等问题。以 X轴为例,参数使用出厂值 300 时, X 轴电机在运行时出现抖动现象。当把 Pn5 改为 350,Pn6 改为 190 时,X 轴电机出现很大噪音,发生震动现象。经过多次尝试较为理想的状态参数是 Pn5 为 323,Pn6 为 215 如表 1所示。
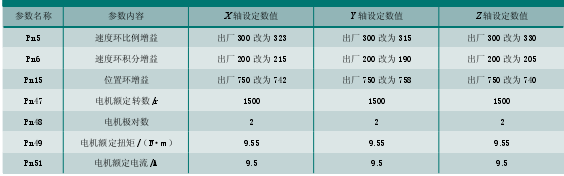
表1 沈阳高精GJ401数控系统部分参数的调整与电机参数配置表
(3)位置环的优化:速度环优化后进行位置环的参数优化。位置环增益参数是 PN15。PN15 参数的出厂设定值是 750,该值越小,伺服响应越慢,跟随效果越差。该值越大,伺服响应越快,跟随效果越好,但数值太大会引起机床震动和位置超调。所以,根据数控铣床的机械特性合理调节。以 X 轴为例,X 轴伺服器的 Pn15 设为 720 时,机床的跟随效果很差。当 Pn15 设为 760 时,机床 Er12 号报警,X轴位置超差。通过多此尝试将 Pn15 值设置为 742 时,X 轴工作状态较为理想。
3 、 蒙德主轴变频器调节和主轴参数设定
根据主轴电机的功率、相关的技术数据、外形尺寸、提供的各项辅助功能及后续备件的通用性和经济性等多方面因素,选定使用蒙德 IMS-MF 系列交流伺服主轴驱动器。该变频器适用 VF-7 机床的 7.5k W 的林肯(LINCOLN)牌主轴电机,额定输出功率 10k VA,额定输出电流 30A,变频范围:0.01~400Hz,输入电压 380V,具有自学习模式、转矩补偿、节能控制、过热保护、失速保护、过载保护等多项功能,该变频器能够提高主轴电机的运转精度和所需的各种功能。蒙德主轴变频器电气接线图,如图 3 所示。蒙德主轴变频器上有数字操作器位于小型操作面板上,可以显示状态、输入数据。在数字操作器上有按键和指示灯。L1、L2 和 L3 3 个灯为监视灯,FWD 灯亮显示主轴正转,REV 灯亮显示主轴反转。通过按MENU 键就可以进入菜单选择,有显示模式,监视模式,参数设定模式。选择伺服的参数设定值,可以通过选择(▲)键和 DEC( ▼ ) 键对伺服参数进行调整,如表 2所示。
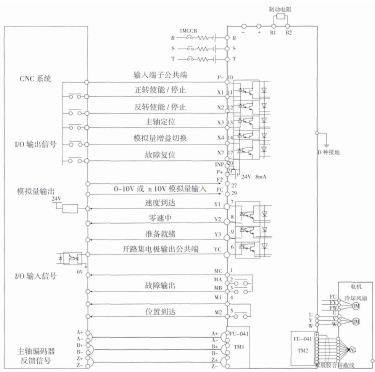
图3 蒙德主轴变频器电气接线图
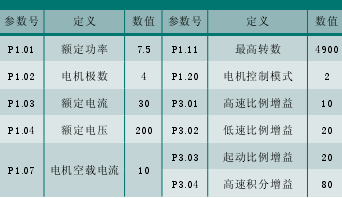
表2 蒙德主轴变频器部分参数的调整
经过调整主轴变频器参数后,主轴没有噪音和震动,可以正常平稳的旋转。VF-7 铣床数控系统改造后,使用激光干涉仪进行测量和补偿后,定位精度和重复定位精度误差不超过±0.01 mm ;通过标准 NAS 件试切,平行度、垂直度和圆度的精度在 ±0.02 mm 以内;各位置值的总偏差不超过±0.03 mm ;主轴径向跳动不超过 ±0.02mm,完全符合三坐标机床验收的试切标准。
4 、 结论
美国 HAAS 厂家 VF-7 数控铣床控制系统改造为沈阳高精 GJ401 数控系统,经过伺服参数调整后,数控铣床运行稳定可靠,有效提高了加工效率。数控机床的质量和生产效率与电气控制能力及控制系统的形式密切相关。通过此次改造和研究,熟悉了沈阳高精 GJ401数控系统伺服参数的调整,对国产化数控系统的改造具一定的实践指导意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

