


摘要: FANUC 32I数控系统中,新增圆锥插补功能,刀路均匀流畅,使一些相对复杂的曲线路径在手工编程中成为现实,广泛应用于旋转类曲面的铣削加工,取得了很好的加工效果,谨以锥螺纹和球窝曲面为例,浅谈圆锥插补功能的扩展与运用。
1、引言
在FANUC 32I数控系统中,G02/G03指令被赋予更多的功能,除了常规的圆弧插补和螺旋线插补外,通过指定旋转次数或者每转的半径增量值,即可进行平面螺线插补,在此螺线插补的基础上再增加一个垂直于圆弧平面的直线轴运动,即可进行圆锥插补。圆锥插补的刀具路径,几乎适用于所用旋转曲面的精加工,整条路径由一组规律变化的锥螺旋线组成,路径中没有进给速度和进给方向的突然转变,从下刀到抬刀一气呵成,刀路行距均匀,简洁流畅,具有不可比拟的优势,学以致用后可以解决很多编程中遇到的难题。本人长期使用FANUC数控系统,早期的0I版本,注重于系统的兼容性和稳定性,一般只配置标准的插补功能,将一些特殊的曲线编程寄托于用户宏程序的使用与开发。掌握宏程序需要很高的数学知识和逻辑思维,令很多编程员望而怯步,无奈之余,只能借助于自动编程软件。FANUC 32I数控系统站在普通用户的角度,增加了很多实用功能,其中的圆锥插补可以说是一次跨时代的进步,使一些相对复杂的曲线路径在手工编程中成为现实,圆弧和螺旋线插补是FANUC系统的基础功能,在此不做赘述,圆锥插补却很少被编程员所了解。本人根据自己多年掌握的编程经验,以锥螺纹和球窝曲面为例,浅谈圆锥插补的扩展与运用,希望对大家有所帮助。
2、锥螺纹
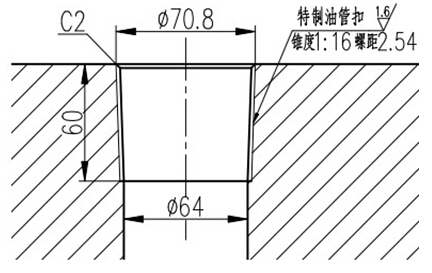
图一 特制油管扣锥螺纹
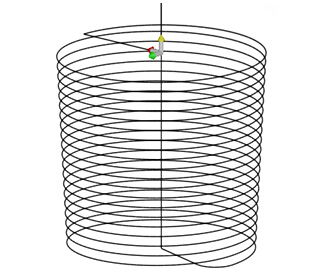
图二 锥螺纹铣削路径
锥螺纹广泛应用于密封元件和管路连接,与直螺纹的区别在于:螺旋线沿导程方向延伸的同时,半径因锥角作用逐渐放大或缩小。受此影响,每一圈螺旋线的起点和终点都不在同一圆柱面上。很难用标准的螺旋线插补编程,锥螺纹铣削一直是数控编程的难点,即使一些主流的编程软件也没有什么好的办法,普遍采用等分直线段拟合螺旋线的方法,理论上勉强可以接受。但实际上存在一定的轮廓误差,加工效果较差,在线段的连接处,刀具出现短暂的停滞,反映在螺纹牙型表面上,是一圈断断续续的接刀痕迹,抛光也无济于事。低配置的数控机床尤为明显,由于刀具动作跟不上程序运行的节拍,铣削后的螺旋线最终演变为N边形轮廓线,失去应有的加工精度。数控高手各显其能,灵活运用宏程序推出了很多锥螺纹编程方法,其中以变量控制螺旋线插补实现锥螺纹铣削的方法最为经典,打破了数控铣床长期使用三维线段拟合锥螺纹的传统观念,得到了编程员的一致认可,不足之处是必须更改相关的参数,受系统版本和机床性能的限制,存在一定的风险和差异,FANUC 32I系统的圆锥插补功能彻底解决了这一难题,螺纹部分一个程序段就可以搞定,数控机床像执行普通螺旋线指令一样,轻松自如的完成锥螺纹铣削,即省去了自动编程的长篇大作,又避免了宏程序的复杂运算,大幅提高了螺纹质量和加工效率,有效扩展了手工编程的范围。
编程格式:
G17 G02/G03 X_ Y_ Z_ I_ J_ K_ Q_ L_ F_
X_ Y_ Z_是指锥螺纹终点的坐标值;
I_ J_ 从螺旋起点到中心的矢量值,与圆弧插补相同;
K_ 螺旋线旋转一周的高度增减值(行距);
Q_ 螺旋线旋转一周的半径增减值;
L_ 重复次数(不带小数点的正值);
F_ 进给速度;
当I/J/K与Q、L发生定义冲突时,可视情况省略其中的两项。
以(图一)特制油管扣为例,设工件上表面和锥螺纹中心线为G54加工坐标系原点,选用φ30单齿螺纹铣刀,主轴正转,自下而上顺铣加工,程序中的螺纹终点坐标值,按螺距和锥度的整数倍进行圆整处理,省略[Q]半径增减值和[L]重复次数,由系统自动计算,程序如下:
T01 M06;
M03 S1000;
G17 G54 G90 G40 G49 G0 X0 Y0;
G0 G43 Z-60 H01; (下刀至螺纹起始深度)
G41 X28.5 Y-5 D01;(启动刀具半径补偿)
G03 X33.5 Y0 R5 F300;(圆弧切入至螺纹径向尺寸)
G03 X35.5 Y0 Z3.5 I-33.5 J0 K2.54 F300;(圆锥插补铣削螺纹,省略Q L,由系统自动计算)
G0 G40 X0 Y0;(在安全高度直接退刀)
G91 G28 Z0;
M5 M30;
加工锥螺纹先要加工螺纹锥孔,孔的尺寸和锥度直接影响螺纹质量,铣削螺纹锥孔,与铣削锥螺纹没有太大的区别,同样适用于圆锥插补,只不过螺旋线的行距更密一些,此时只需将螺纹铣刀更换为镗刀或者铣刀,重新设置圆锥插补的两个参数即可,注意螺旋线的开始方向改为自上而下顺铣,因为螺纹孔的铣削方式与螺纹的旋向无关。顺铣的效果要好一些,自上而下加工便于观察和测量,根据锥孔编程经验和机床验证,螺旋线行距K=0.2,即可以得到很好的锥孔精度,执行程序,轻松完成螺纹锥孔的铣削。为了便于装配和操作安全,螺纹锥孔一般都要求45°倒角,我们可以参照锥孔格式,再增加一段圆锥插补,修改Q=K,即可完成孔口倒角。本例中选用φ30立铣刀,自上而下顺铣加工锥孔,程序如下:
T02 M06;
M03 S2000;
G17 G54 G90 G40 G49 G0 X0 Y0;
G0 G43 Z4.0 H01;
G41 X34.0 Y-5 D01;(启动刀具半径补偿)
G03 X32.0 Y0 Z-60 I-34.0 J0 K-0.2 F500;(圆锥插补铣削锥孔,省略Q L,由系统自动计算)
G03 X27.0 Y-5 R5 F500;(圆弧切出方式退刀)
G0 Z1.0; (抬刀至安全高度)
G01 X38.2 Y0 F300;(进给至孔口倒角大端起点)
G03 X35.2 Y0 Z-2 I-38.2 J0 K0.2 Q0.2 F500;(圆锥插补铣削倒角)
G0 G40 X0 Y0;(取消半径补偿)
G91 G28 Z0;
M5 M30;
经螺纹测量仪和标准扣规双重检验,铣削后的锥螺纹表面精度和各项尺寸完全符合图纸要求,加工效率也在原来的基础上提高了一倍。程序一直沿用到今天,深受操作者的喜爱。
3.球窝曲面
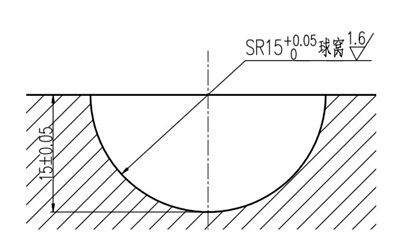
图三 球窝曲面
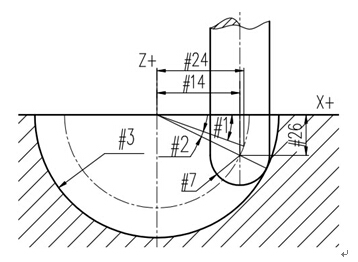
图四 球窝编程示意图
球窝,又称凹形半球面,主要应用于钢球定位和万向轴连接,工厂多采用数控铣削的方法,用小直径的球头铣刀,通过编程路径去铣削较大直径的球窝。选择什么样的切削方式,才能达到光洁圆滑,没有瑕疵的球面效果,是编程思路的关键。Mastercam编程软件中,适用于球窝铣削的最佳路径是流线刀路中的螺旋线切削方式。这是真正意义上的3D等步距加工,可惜的是:软件采用等分三维线段拟合螺旋线的传统方法,加工中存在一些弊端。认真研究FANUC 32I系统的圆锥插补功能,与其有着惊人的相似之处,扩展思路,能否灵活应用于球窝曲面的精加工?答案是肯定的。
圆锥插补沿着球窝圆周方向生成流线切削刀路。可以精确控制曲面的残脊高度和整体误差,因而可以得到圆滑过渡的加工表面。球头铣刀以球窝最大半径方向为起始点,沿锥螺旋线切削至球窝底部。加工路径一气呵成,没有刀具停顿和切削方向的转变,没有进刀、退刀留下的痕迹,优势不言而喻。前面的锥螺纹铣削案例中,圆锥插补中的行距保持不变,半径也自始至终按固定值增减变化。球窝不同于锥孔,依靠固定的编程格式很难做到,编程的关键是解决相邻两圈锥螺旋线半径和深度不断变化的问题。我们可以将宏程序变量融入圆锥插补,根据球窝曲面的特征,以XOZ平面的切削点起始角度为单位,将流线刀路等分为90圈首尾相连的锥螺旋线,以变量控制圆锥插补中的行距和半径变化值,既可以达到曲面编程的目的(图四)。
以(图三)SR15球窝曲面为例,选用φ12球头铣刀,以球心为刀位点直接按刀具运动轨迹编程,设定工件球窝中心为G54坐标系零点,按XZ平面内切削点起始角度为自变量,由上自下加工,程序如下:
变量设置:
#1=0 (切削点起始角度值) #2=1 (角度步进值)
#3=15 (球窝半径) #7=6 (球头铣刀半径)
T01 M06;
M03 S2000;
G17 G54 G90 G40 G49 G0 X0 Y0;
G0 G43 Z0 H01;(起始高度)
G01 X[#3-#7-5] Y-5 F300;
G03 X[#3-#7] Y0 R5 F300; (圆弧切入进刀)
N10 #24=[#3-#7]×COS#1; (螺旋线起点X坐标值计算)
#14=[#3-#7]×COS[#1+#2]; (螺旋线终点X坐标值计算)
#26=[#3-#7]×SIN[#1+#2]; (螺旋线终点Z坐标值计算)
G03 X#14 Y0 Z-#26 I-#24 J0 L1 F300;(圆锥插补铣削一圈)
#1=#1+1; (角度变量递增)
IF [#1 LE 90] GOTO 10; (终止条件比较)
G91 G28 Z0;
M5 M30;
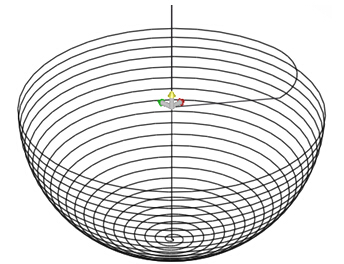
图五 球窝精加工刀具运行轨迹
通过刀具运行轨迹(图五),可以看出圆锥插补相对于其他曲面加工方式,具有路径清晰、下刀切入点容易控制等优点,非常适合旋转曲面的精加工。从加工角度考虑,圆锥插补铣削过程中,球头铣刀的切削刃始终与球窝加工曲面保持切点接触,吃刀深度一致,进给速度均匀,就像削苹果一样,达到很好的加工效果。编程的巧妙之处在于圆锥插补与宏程序变量的完美结合,在圆锥插补的格式中设置变量,对变量赋值并设定相互之间的数学方程式与逻辑关系,一圈锥螺旋线恰好是一个加工循环,系统有足够的时间进行处理和运算,程序执行过程更加流畅。经批量加工和追踪检验,球窝轮廓精度和表面粗糙度全部符合技术要求,创造出很高的经济效益。
4、注意事项:
圆锥插补过程中,基于系统设置的加减速功能有效,越靠近螺旋中心,进给速度越慢,当螺旋线旋转一周的半径增减值较大时,编程时尽量不使用刀具半径补偿,而是直接对刀位点运动轨迹编程,这样可以避免不必要的错误和报警。当程序指定的螺旋线终点位置与系统根据(I/J/K/Q/L)自动计算出的实际位置存在偏差,并超过参数(NO.3471)设定的范围时,会出现(PS5123)报警,程序停止运行。解决方法:
一、对圆锥插补中的各项数值进行圆整处理,有关联的设置尽量保持整倍函数关系。如果指定的圆心矢量 [I/J/K]与半径增量值[Q]及重复次数[L]存在不可调和的矛盾时,可以省略其中的两个,由系统自行计算。
二、在参数(NO.3471)中设定较大的允许偏差值。即使程序中存在一定的计算误差,也不影响正常运行。
值得注意的是:在极坐标插补、比例缩放、法线方向控制有效时,不能使用圆锥插补。圆锥插补中,也不能使用任意倒角、倒圆功能。
5、结语:
本文以锥螺纹和球窝曲面为例,详细介绍了圆锥插补功能的扩展与应用。FANUC数控系统博大精深,每一次版本升级都会增加新的亮点,始终代表着高端数控机床的发展趋势,数控编程员要认真学习和领悟系统内置的各种插补功能,勇于尝试不同的切削方式和加工方法,逐步积累经验,形成自己的编程特色。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

