


摘要: 大型数控旋风铣床一般加工工件较长,使用头架顶尖和尾架顶尖装夹工件后工件会中间下垂。为了提高加工精度,减小工件下垂,需要几个中心架给工件提供支撑。在铣削工件的过程中,根据铣削拖板在不同的位置,需要中心架向上移动支撑工件,向下移动让过拖板。西门子840D SL 数控系统多通道功能可以很好地解决铣削的拖板和中心架同时移动控制的需求。以数控旋风铣床中的具体应用为例,详细介绍了西门子系统多通道功能的设置,以及工件多点支撑控制的设计和调试方法。
近年来国内大规格滚珠丝杠需求正迅速增长,普通的磨削技术已不能满足高效绿色加工。螺纹旋风硬铣削技术可以对硬度62HRC 的滚珠丝杠和螺母进行硬铣削,免去热处理和磨削工序,满足精密高效加工,是目前精密螺纹高效制造发展起来的新工艺、新方法[1 - 4]。螺纹的旋风铣削是由安装在刀盘上的多把刀具,借助于刀盘绕工件高速旋转和工件同向慢速转动来完成工件加工的高速铣削方法。旋风铣削切削力小,工件变形小,加工后的零件具有较高的精度和表面粗糙度。加工后的切屑带走绝大部分热量,工件温升低,热变形小,可以不用切削液实现干切削,使这一新工艺迈入高速绿色制造领域[5 - 6]。
针对长规格滚珠丝杠装夹时工件中间下垂会影响工件加工精度的问题,需要使用多个中心架给工件提供支撑。在铣削工件的过程中,拖板移动接近中心架的位置时,需要中心架向下移动,拖板才能通过。拖板移动过了中心架的位置后,需要中心架向上移动支撑工件。西门子840D SL 系统多通道功能可以很好地解决铣削时拖板和中心架同时移动控制的需求[7 - 8]。
1 、数控旋风铣床基本结构及工作原理
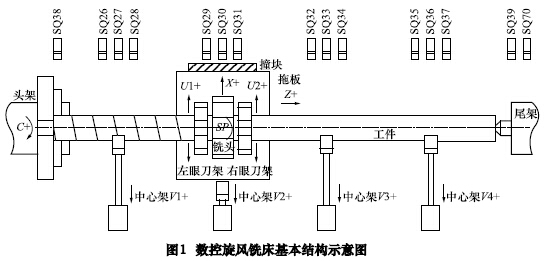
HJ092 ×80 为笔者公司生产的8 m 数控旋风铣床,使用西门子840D SL 系统。此系统可靠性高,开放性好,用户可根据自己的要求进行二次开发。系统控制10个数控轴,轴基本位置及工作原理示意图如图1 所示。X 为铣头横向进给运动; Z 为铣头纵向运动; C 为头架主轴旋转运动; U1 为左跟刀架松开夹紧运动; U2为右跟刀架松开夹紧运动; V1、V2、V3、V4 分别为4 个中心架垂直升降运动; SP 为铣头主轴旋转运动。机床的螺纹铣削运动是由头架主轴旋转和旋风铣头拖板的纵向移动联动来实现。在铣削过程中,C 轴转360°,Z轴走一个螺距,切削过程中必须保证严格的联动关系。旋风铣头拖板纵向运动配置高精度光栅尺,头架主轴旋转配置高精度角度编码器,实现全闭环位置反馈,用来进一步提高工件的铣削加工精度。
4 个中心架通过上、下移动V 型支撑块实现托起、释放工件的动作。在工件铣削过程中,在Z、C 联动的同时,根据拖板在不同的位置,需要中心架向上移动支撑工件,向下移动让过拖板。故需要系统设置两个通道,分别控制工件铣削、工件支撑运动。拖板的移动由通道1 中的程序控制,拖板的移动与工件的旋转插补,形成螺旋运动。中心架的移动由通道2 的程序控制,4个中心架由安装在机床床身上的感应开关发出信号,由PLC 程序选择分别调用与4 个中心架对应的向上托起或向下释放程序。
2 、机床轴及双通道的设置
X、Z 、C、SP 轴分配在通道1,U1、U2、V1、V2、V3、V4分配在通道2,X、Z 、U1、U2、V1、V2、V3、V4 在机床数据中设为直线轴,X、Z 设为几何轴,C 设为旋转轴,SP 设为主轴。该机床设为双通道,目的是可以同时运行铣削程序和工件支撑程序。具体系统参数设置如下:
( 1) 通用参数设定
10000 AXCONF_MACHAX_NAME_TAB[0; 1; 2;
3; 4; 5; 6; 7; 8; 9]: X1; Z1; C1; U1; U2; V1; V2; V3; V4;
SP1 ( 机床轴名称)
10010 ASSIGN_CHAN_TO_MODE_GROUP [0]: 1有效通道)
10010 ASSIGN_CHAN_TO_MODE_GROUP [1]: 1
( 有效通道)
19200 ON_NUM_CHANNELS: 2
( 选项数据,订货时选此功能才能激活)
( 2) 通道CH1 参数设定
20050 AXCONF_GEOAX_ASSIGN_TAB[0; 1; 2]:
1; 2; 0 ( 定义几何轴)
20060 AXCONF_GEOAX_NAME_TAB[0; 1]: X; Z
( 几何轴名称)
20070 AXCONF_MACHAX_USED[0; 1; 2; 3]: 1;
2; 3; 10 ( 通道显示轴号)
20080 AXCONF_CHANAX_NAME_TAB[0; 1; 2;
3]: X; Z; C; SP ( 通道轴名称)
( 3) 通道CH2 参数设定
20050 AXCONF_GEOAX_ASSIGN_TAB[0; 1; 2]:
0; 0; 0 ( 定义几何轴)
20070 AXCONF _MACHAX _USED[0; 1; 2; 3; 4;
5]: 4; 5; 6; 7; 8; 9 ( 通道显示轴号)
20080 AXCONF_CHANAX_NAME_TAB[0; 1; 2; 3;
4; 5]: U1; U2; V1; V2; V3; V4 ( 通道轴名称)
3 、工件多点支撑控制方法
3. 1 控制描述
如图1,由感应开关SQ29、SQ30、SQ31 控制中心架2 托起、释放工件的动作。拖板由通道1 程序控制从头架向尾架移动时,撞块先感应开关SQ29,由PLC选择控制通道2 程序“LV2_DOWN”启动,中心架2 向下移动到最低点。当撞块感应开关SQ30 时,系统检查中心架2 是否到最低位置。如果到达最低位置,拖板正常移动; 如果没有到达最低位置,系统报警并停止拖板移动,保证安全。拖板继续移动,当撞块全部脱离开关SQ29、SQ30、SQ31 时,拖板已经移过了中心架2。
由PLC 选择控制通道2 程序“LV2_UP”启动,中心架2 向上移动到支撑工件的位置。同理,当拖板从尾架向头架移动时,撞块先感应开关SQ31,由PLC 选择控制通道2 程序“LV2_DOWN”启动,中心架2 向下移动到最低点。当撞块感应开关SQ30 时,系统检查中心架2 是否到最低位置。当撞块全部脱离开关SQ29、SQ30、SQ31 时,拖板已经移过了中心架2。由PLC 选择控制通道2 程序“LV2_UP”启动,中心架2 向上移动到支撑工件的位置。
与中心架2 相似,由感应开关SQ26、SQ27、SQ28控制中心架1 托起、释放工件的动作; 感应开关SQ32、SQ33、SQ34 控制中心架3 托起、释放工件的动作。感应开关SQ35、SQ36、SQ37 控制中心架4 托起、释放工件的动作。
3. 2 部分PLC 程序
Network 1:
A DB11. DBX 6. 0
AN DB22. DBX 35. 0
A " - LZ_V2_DOWN"
A " + LZ_V2_DOWN"
A DB21. DBX 35. 0
A " V2_REF"
S " V2_UP_S1"
Network 2:
O " RESET"
O " V2_UP_S2"
O " V2_UP_S3"
R " V2_UP_S1"
Network 3:
A(
A " V2_UP_S1"
= L 0. 0
BLD 103
A " ALL ON"
JNB _001
CALL " PI_SERV" ," V2_UP_DATA"
Req : = L0. 0
PIService: = " PI" . SELECT
Unit : = 2
Addr1 : = DB130. DBX612. 0
Addr2 : = DB130. DBX646. 0
Error : = " V2_UP_S2"
Done : = " V2_UP_S3"
State : = " V2_UP_S"
_001: A BR
)
A " V2_UP_S3"
S " C2_PROGRAM"
S " V2_UP_S4"
Network 4:
A DB11. DBX 6. 0
AN DB22. DBX 35. 0
AN " V2_N"
AN " C2_PROGRAM"
A(
ON " - LZ_V2_DOWN"
ON " + LZ_V2_DOWN"
)
AN " V2_REF"
A DB21. DBX 35. 0
S " V2_DOWN_S1"
Network 5:
O " RESET"
O " V2_DOWN_S2"
O " V2_DOWN_S3"
R " V2_DOWN_S1"
Network 6:
A(
A " V2_DOWN_S1"
= L 0. 0
BLD 103
A " ALL ON"
JNB _002
CALL " PI_SERV" ," V2_DOWN_DATA"
Req : = L0. 0
PIService: = " PI" . SELECT
Unit : = 2
Addr1 : = DB130. DBX680. 0
Addr2 : = DB130. DBX714. 0
Error : = " V2_DOWN_S2"
Done : = " V2_DOWN_S3"
State : = " V2_DOWN_S"
_002: A BR
)
A " V2_DOWN_S3"
S " C2_PROGRAM"
S " V2_DOWN_S4"
3. 3 中心架支撑时的坐标调整
通过调整工件外圆直径,来自动计算中心架支撑时的坐标。中心架参数OEM 界面如图2 所示。
3. 4 中心架2 向下移动程序“LV2_DOWN”
G91 G53 G01 V2 = 1 F1000
G00 G90 V2 = 0
M30
3. 5 中心架2 向上移动程序“LV2_UP”
G90 G53 G00 V2 = R5 + 2
G01 V2 = R5 F500
M30
其中R5 为中心架2 支撑时V2 的坐标,根据工件外圆直径自动计算。
4、 结语
本控制方法利用西门子840D SL 系统功能,满足了HJ092 × 80 数控旋风铣床加工要求。系统双通道的采用,实现了工件铣削和工件支撑同时进行,满足了拖板在不同的位置,中心架需要向上移动支撑工件和向下移动让过拖板的要求。该控制方法的采用,提高了铣床加工的尺寸精度和螺距精度,解决了旋风铣床的关键性问题。HJ092 × 80 数控旋风铣床经过几年的运行,本文所述功能均安全可靠,满足了该机床的设计要求。数控旋风铣床总体使用效果良好。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

