


回转工作台是落地铣镗床的特殊附件之一,主要功能是装夹定位大型工件,可实现直线或回转的进给运动,有很大的调速范围,并且一次装夹工件可以完成多面加工,减少辅助时间,避免二次定位产生的定位误差,提高效率和加工质量,利用该工作台普通数控机床可以实现铣削角、面、镗孔和分度定位。由于该工作台回转运动采用高精度圆柱分度蜗轮蜗杆进行精密机械传动,实现精确定位,因此对分度蜗轮的制造工艺进行研究,对提高该工作台回转精度具有重要意义。
一、分度蜗轮参数及技术要求
蜗轮参数:
模数M=3mm 齿数Z=300 节径Dt=900mm 齿宽B=100mm 材料 锡磷青铜(ZQSn10-1)
技术要求:
(1)齿长两端削角0.7mm。
(2)与工作台装配后精切齿形。
(3)齿坯离心浇注,不允许有缩松、气孔和针孔等缺陷。
(4)齿面硬度 HB90-120。
(5)齿面光洁度 Ra0.4。
精度要求:
静态测量:相邻周节差δgt为0.003mm;周节累计误差 δtgΣ0.016mm。
动态测量:传动的周期误差,δT为1.376″;传动的动态误差δTΣ为6.876″。
接触精度:齿高60%,齿长75%。
二、加工工艺过程
离心浇注毛坯→粗车→人工时效→半精车→划线、钻孔→粗滚喉径及齿形→自然时效处理(一年)→精车内孔及端面→与工作台装配→精车各校正基面→精滚喉径→半精滚齿形→精切齿形两端削角→去齿部棱角毛刺→精滚齿形→ 检查精度→与配对蜗杆配检接触面。
三、对主要工序的分析与说明
1. 材料选择及时效处理
材料选用锡磷青铜(ZQSn10-1),这种材料能承受剧烈摩擦、较大压力和滑动速度,耐磨性能十分良好,使用寿命长。
在加工过程中,先后进行了两次时效处理。第一次安排在粗车后进行。目的在于消除铸造和粗车时产生的较大应力;第二次安排在粗切齿形后进行。因为粗切齿形时切除的金属量很大,切削力和工件发热量都大,容易使工件产生内应力,所以在此工序后进行第二次时效处理,以保证工件在精加工后不再变形。在人工时效时,将工件置于井式电热回火炉中,以每小时45℃的速度匀速升温至450℃±10℃,然后保温6-8小时,切断电源,工件随炉冷却至150℃后将它取出,置于干燥处冷却至常温。工件在炉内或炉外放置时均应平正。
自然失效时,将工件放置于露天,经过春夏秋冬一年时间后,工件因应力而产生的变形基本稳定,这时即可进行精切加工。
实践证明,我公司制造的高精度蜗轮,经过上述两次两种不同的时效处理,最后精加工和长期使用过程中均未发生变形现象。
2. 蜗轮的粗车及半精车
蜗轮的粗车及半精车均在φ1250立车上进行,加工后的尺寸见图1和图2。
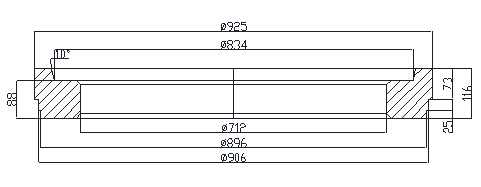
图1:粗车加工尺寸图
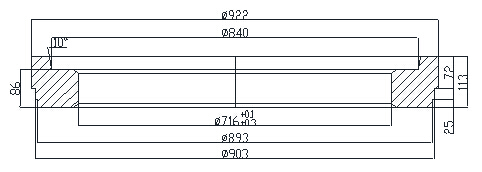
图2:半精车加工尺寸图
3. 粗滚喉径及齿形
工件安装前先校正夹具定心外圆允差在0.05毫米以内,校正定位面在0.03毫米,用喉径滚刀滚喉径至中心距500.5+0.3毫米,用蜗轮粗滚刀滚齿至中心距5010.05毫米,以上两工序均在5327型滚齿机上进行。
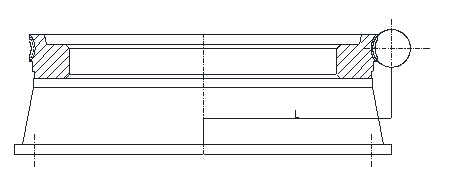
图3:粗滚喉径及齿形
4. 精车内孔及端面
精车内孔及端面在立车上进行,首先校正工件内孔在0.1毫米内,然后夹紧加工φ720D×φ890端面,只允许凹,不允许凸。
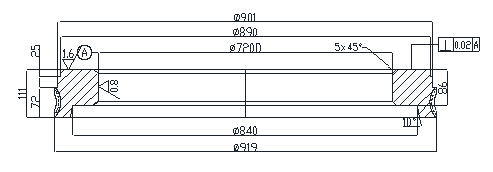
图4:精车内孔及端面
5. 精车
在立车上,将工件卡在夹具上,校正内孔A径跳在0.005毫米内,校正平面③端跳在0.01毫米内。精车①面②面至要求;车端面③要求与①②两平面的平行度在0.006内;车外圆④至φ918-0.5光洁度达到Ra1.6;车外圆⑤至φ900与A孔的不同心度不大于0.005毫米,光洁度达Ra0.8。
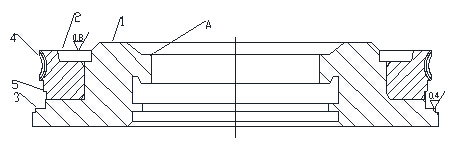
图5:精车各面示意图
6. 精滚齿形
精滚齿形必须与相配合的工作台圆盘装配好之后进行。
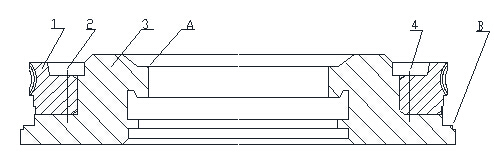
图6:分度蜗轮与工作台的装配图
1、蜗轮 2、定位销 3、工作台 4、压紧螺钉
A面及B面是将来装配在数控回转工作台上的定位基准面,也是精滚齿形时的校正基面。这样就完全保证了加工与定位基准面的一致性,可以避免因基面变化而带来的误差。
精滚齿形时还必须严格控制机床分度蜗杆以及滚刀主轴的轴向窜动在一微米以内,滚刀鞍架的水平校正在0.003/300毫米以内,精切齿形用的滚刀轴台径向跳动校正在3微米以内,并保证两端轴台径向跳动差值的高地方向一致。为了保证这样高的滚刀安排精度,我们在精滚蜗轮齿形时使用的滚刀采用专用刀杆(即一把滚刀专门用一根刀杆),当滚刀的内孔和两端面精加工后,与专用刀杆装配好,然后再进行滚刀的轴台,外圆以及齿形等的精磨加工。滚刀检查合格后,直到将来用钝重磨前刃时都不再卸下刀杆,这样就避免了滚刀重新安装的一切误差,从而保证滚切蜗轮齿形的精度。
精滚齿形时还应注意以下事项:
(1)保持滚刀清洁,避免切屑划伤齿面。
(2)滚切加工时用大流量而清洁的冷却液(90%的煤油加10%透平油)冷却刀具和工件,以提高齿面光洁度和延长滚刀使用寿命。切削时应保证工件不发热。
(3)如果粗切齿形时因震动而在齿面上留有波纹残量,则精切时应先用低速微量进给切削,待波纹残量全面切除后再进行正常切削加工。
(4)滚切至中心距后,再作2-3整圈的无进给量修正切削,直至无切屑为止。这样可减少齿距相邻周节差。
7. 蜗轮精滚刀
滚切直径900毫米高精度蜗轮用的精滚刀、圆周齿数比一般蜗轮滚刀约多一倍。为了提高滚刀的铲磨精度,保证铲磨部分齿形准确,我们在车铲时在齿侧面只保留大约3毫米的铲磨量。另外,在切削沟导程、圆周齿等分、前刃面、齿形角以及螺旋线偏差等项精度要求方面都远远高于一般分度蜗轮滚刀的精度。由于对刀具设计结构和铲磨机磨头进行了改进,加上操作工人的精心工作,我公司制造出了螺旋线偏差一转为0.002毫米、误差为0.004毫米的高精度蜗轮滚刀,为加工高精度蜗轮提供了保证条件。
通过对高精度圆柱蜗轮的加工工艺进行论证,经过长期努力,我公司结合生产实际进行了大量深入细致的实验研究,终于能在正常生产工艺条件下,使直径φ900毫米高精度圆柱蜗轮的加工精度达到了相应标准等级。其中:传统的运动误差△TΣ逆时针旋转2.34秒,顺时针旋转3.16秒,高于零级精度,传统的周期误差△T逆时针旋转0.38秒,顺时针旋转0.34秒,达到了零级精度。这样,我公司在高精度蜗轮的制造精度和传动精度测试技术方面,达到了世界先进水平。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

