


摘要:对待加工工件进行了工艺分析,设计了合理铣削加工的原理方案; 根据此方案设计了专用数控铣床的原理方案,并对整个机床做了合理的结构布局; 然后进行了电机的选型及计算; 设计了导轨配置方案并进行了导轨的寿命计算。
关键词:专用铣床; 电机选型; 导轨寿命计算
高新技术武器装备是国防的物质前提,因此要大力推进国防科技与武器装备的自主创新[1]。高精尖武器研发十分重要。我国某公司研发出了一款先进的两栖装甲车,在水中及陆路都能快速行驶。该两栖装甲车整个车身是由铝合金板材焊接而成,用以减轻整车质量,这就导致了车身某关键部位在焊接后产生了较大的焊接变形,达不到设计要求,焊接后必须对该部位再次进行精密铣削加工[2 - 4]。由于该加工部位在车身内部,受空间结构限制,传统加工铣床以及加工中心不能对该部位进行加工[5 - 6]。因此,设计了一种新型的、能适应该车身空间结构的专用精密数控铣床。该专用机床是为用户量身定做的新机床,满足用户的需要,且比加工中心便宜很多,具有一定优势,因此对该专用机床的研发具有重要意义。
1 、待加工工件工艺分析
1. 1 工艺分析
加工工件示意图如图1 所示。待精加工部位是2 个椭圆环平面,位于整个装甲车壳体内部,是一个与其他结构有配合要求的关键部位。椭圆环平面要求加工精度为Ra = 0. 4 μm,平面度要求为0. 2 μm。内椭圆长半轴和短半轴尺寸分别为400mm 和280 mm,外椭圆长半轴和短半轴尺寸分别为460 mm 和340 mm,加工余量为4 mm。采用一次装夹,选择合适的铣刀参数和走刀路径,一次走刀完成整圆环平面加工以提高效率和加工精度,同时调整加工参数完成半精加工和精加工。
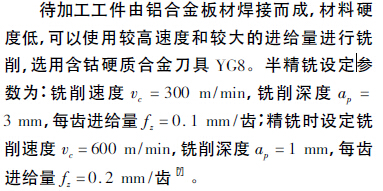
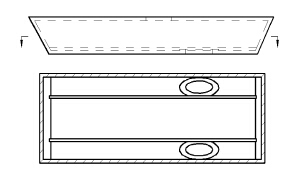
图1 工件示意图
1. 2 加工过程概述
工件先进行装夹,通过专用夹具达到工件预期设定的位置,然后进行对刀,根据铣削深度调整好铣刀位置,工件尺寸参数确定刀具走刀路径,并通过立柱的左右移动位移量与摇臂的旋转角度控制刀具走正确的位置。加工过程如图2 所示。
由于受空间结构限制,工件装夹前铣床刀具位于O 点,才能使工件安装时避免与铣床发生干涉。先从O 点到达加工起点A 位置开始进行铣削加工,然后依次到达B 位置、C 位置、D 位置,最后又回到A 位置,即到达了一次加工的终点,完成了一次铣削加工。整个加工过程: O - A - B - C - D- A( 半精铣) - B - C - D - A( 精密铣削) - O。
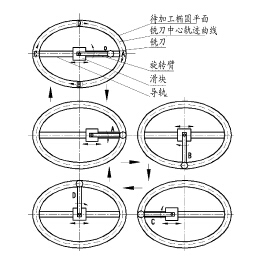
图2 加工过程
2 、专用数控铣床总体方案设计
2. 1 机床布局
该机床是一台结构非常紧凑小巧的专用精密数控铣床,主要由3 个方向上的伺服电动机、床身、滑台、立柱、摇臂以及主轴箱等组成[8]。机床结构简图见图3。该结构最显著的特点是能适应狭窄的空间铣削加工,在Z 向采用手动调节,在简化结构的同时节约了成本。加工时采取的方案是工件不动,刀具做切削运动和进给运动,即能完成刀具绕Z 轴的旋转主运动、立柱沿X 方向的移动、摇臂沿X 轴的旋转运动以及手动调节主轴沿Z 向
移动[9]。
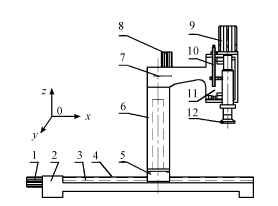
图3 机床结构简图
1. X 向进给电机; 2. 床身; 3. 丝杠; 4. 导轨; 5. 滑台; 6. 立柱;7. 控制摇臂旋转齿轮; 8. Z 向旋转电机; 9. 主轴电机;10. Z 向手动进给进给; 11. 主轴箱; 12. 铣刀
2. 2 铣床主要元件设计及计算
2. 2. 1 电机功率计算及选型
铣床的重要元件包括1 个主轴伺服电机和2个进给伺服电机,分别完成3 个运动方向的自动控制。电动机的选型依据是被加工工件材料和铣削参数计算的所需功率。铣削功率计算公式为:
被加工材料为铝合金,选用硬质合金铣刀片,取铣削速度为300 m/min。铣刀盘选用R590 -100HA08 - 11M,采用端面铣削方式进行铣削加工。查表可知铣削力系数取217,侧吃刀量为60 mm,一齿进给量取0. 1 mm/齿,铣刀外径为100mm,背吃刀量为3 mm[10]。
将数据代入式( 1) 、( 2) 得: Pm = 1. 74 kW。因此,主轴电机选用的主轴伺服电机型号为ZJY208- 2. 2B,额定功率为2. 2 kW。
铣刀主偏角选择90°。通过各铣削力之间的关系计算出进给力约为120 N、径向力约为88 N,估算出进给功率约为100 W,因此选择2 个进给伺服电机均为额定功率为0. 5 kW 的GSK 80SJT -M024E 型电机。
2. 2. 2 导轨选型与计算
直线导轨采用滚动导引,与滑动导引相比摩擦因数降低为原来的1 /50,大大减少了能量消耗,与滚珠丝杠配合能大幅度提高设备精度与机械效率。该铣床采用HIWIN 直线导轨,精度高,能同时承受上、下、左、右方向的载荷。
根据系统使用条件,本铣床要求滑块行程为120 mm。结合系统结构、受载荷情况、精度要求以及成本等因素综合考虑,选用滑块型号为HG30A,导轨型号为HGH30R760H。
为保证本专用铣床的高刚性和高精度,采用2只导轨,采用全面固定配置方式,如图4 所示。
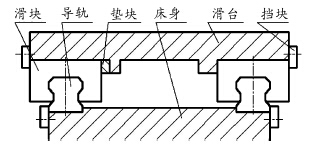
图4 导轨全固定配置
依据导轨型号、规格等参数,结合实际使用情况计算出单个滑块的工作负荷,再计算出额定负荷与工作负荷之比,并由此推算出使用寿命[11]。导轨受力分析见图5。
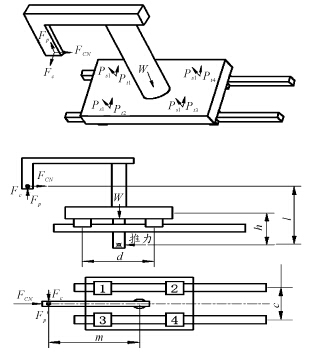
图5 导轨受力分析
直线导轨的型号为HGH30R 760H,根据《上银导轨技术手册》可知其参数: 基本额定动负荷C = 38. 74 kN; 基本额定静负荷CO = 52. 19 kN; 预压为ZA。设备尺寸: d = 300 mm; C = 200 mm,h =200 mm; l = 400 mm; m = 400 mm。滑台立柱自重( W) 为2 kN; 铣削作用力( Fc)为315 N; 垂直铣削力( FcN) 为315 N; 背向作用力( Fp
) 为88 N; 系统温度为常温; 负荷状态为普通负荷。刀具匀速运动时,根据空间力系受力平衡,列出力和力矩平衡方程,用以获得各个滑块的作用力。

其中负号表示与图5 所标力的方向相反。
3 、结束语
通过对待加工工件结构和工艺的分析,设计出了新型的专用精密数控铣床的总体方案。该专用铣床适应被加工工件狭窄的空间结构,具有高度集成性,大大降低了加工者的操作强度和难度。对关键零部件进行设计计算,介绍了电机选型计算方法及导轨寿命计算方法,为铣床的设计提供参考。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

