


摘要:通过对肠ZW 万能铣床电气控制系统的P七C 玫造过程的介绍对筋W2 万能l先床电气控制系统工作原理进行了阐述, 详细说明了基于三菱F x ZN一4 8MR 型p珑进行电气拉制系统设计的改造方案,并完成了系统程序设计结果表明, 电气挂制系统整体工作性能得到了有效提高
X62W 万能铣床为一种通用型多功能机床, 其作为一种精密型加工设备, 可进币平面、斜面、螺旋面和成型表面的加工。
传统的X62W铣床控制多来用继电器控制存在控制线路触电多、故障频率高、线路复杂、检修周期长等诸多不足滩{刹巨成与维护带来诸多问题。
可编程逻辑控制器 ,是一种专门在工业环境下应用而设计的数字运算操作的电子装置。它采用了可以编程的存储器, 用来在其内部存储执行逻辑运算、顺序计算、定时、计数和算术运算等操作的指令,并能通过模拟式或数字式的输人和输出,控制各种类型机械生产过程。规代社会的工业生产对工业自动化和智能化的要求日益变高, 因此要求生产设备控制系统有更高的可靠性和灵活性、鉴于此, 需要使用更智能化的控制系统来取代传统的控制系统, 使现代工业自动化控制系统更加符合生成要求。
基于这一趋势, 本丈提出采用三菱 (FX2N-48 MR 型PLC 对X62W型卧式万能铣床的继电器控制系统进行PLC 改造的方案, 以提高电气控制系统的工作性能。
1、x62w铣床控制电路的工作原理
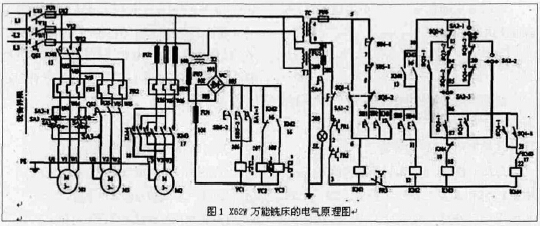
图1 为X 62 W 万能铣床的电气原理图,可以看出, 其使用主轴电动机M l、进给电动机M Z 和冷却泵电动机M 3 等3 台异步电动机作为拖动系统。
电气控制系统原理分析如下:
1.1 主电路分析
主电路各电动机控制分析如下:主轴电动机M l : M l 正常工作时拖动主轴, 主轴带动铣刀工作; 同时M l 通过转向开关S A 3 预选转向和正反转。进给电动机M Z : M Z 正常工作时拖动工作台实现六个方向的进给运动, 并可改变工作台移动速度。
M 2 工作时需要操纵手柄和机械离合器配合冷却泵电动机M 3 : M 3 由手动开关Q S Z控制来供应切削液。
1.2 控制电路分析
控制电路需要的电源电压为1 10 v, 由控制变压器T c 提供。
1.2.1 主轴电动机M l 的控制
为便于操作, M l 采用两地控制方式, 其中工作台和床身上各一组控制。SB1 和SB2为两组启动按钮并联运行,SB5和sB6 为两组停止按钮串联运行。KM1为M l 的启动接
触器,YCl 为主轴制动用电磁离合器,SQ1为主轴变速瞬时点动位置开关。
M l 启动前, 确定主轴转速, 然后合上电源开关QSl, 调整主轴换向开关SA3。按下启动按钮SB1(或SB2 ),KM1线圈得电工作,M l 启动。按下停止按钮SB5( 或SB6) , 常闭
触头断开,KM l 线圈失电, M l 停止工作并随惯性运转, 常开触头闭合,YCl 接通, M l 制动停转。
主轴换铣刀时, 调整SA1到换刀位,SA1-1 闭合,YC1线圈得电, 主轴处于制动状态; 同时SA1-2断开, 可保证人身安全。
主轴变速时, 通过M l 点动, 利用SQ1使齿轮系统产生一次抖动, 以便于齿轮啮合。
1.2 2 进给电动机M Z 的控制主轴启动后方可进行工作台的进给运动。工作台可在3 个坐标的6 个方向进给运动, 其是通过两个操作手柄和机械联动机构来控制相应的位置开关, 使M Z 正转或反转, 从而来实现进给运动。
6 个方向的运动是联锁的, 所以不能同时接通。当需要圆形工作台旋转时, 将SA2扳到接通位置, 此时SA2-1 和SA2-3 断开,SA2-2闭合, 电流路径为110-13-14-15-20-19-17-1 8,KM3 得电, M 2启动, 并通过一根专用轴带动圆形工作台作旋转运动。
圆形工作台的旋转运动和6 个方向的进给运动是联锁的, 将SA2 扳到断开位置后,SA2-1 和SA2-3闭合,SA2-2断开, 从而保证工作台在6 个方向的进给运动。左右进给操作手柄可控制工作台的左右进给运动。
操作手柄与位置开关SQ5和SQ6联动控制, 其有左、中、右三个位置。操作手柄扳向中间位置时,SQ5和SQ6均未被压合,进给控制电路断开; 当手柄扳向左( 右) 位
置时, 手柄压下SQ5(SQ6) , 从而使常闭触头SQ5-2(SQ6-2分断, 常开触头SQ5-1 (SQ6-1)闭合,KM3(KM4)得电动作, M2 正转(反转)。
由于在SQ5(SQ6) 被压合的同时, 机械机构已将M2 的传动链与工作台下面的左右进给丝杠搭合, 所以M2正转( 反转) 拖动工作台向左或右运动。
2 、X62W万能铣床的P L C 控制改造
2. 1 P L C 改造方案的原则
(l ) 控制系统的电气操作方法不变;
(2) 电气系统的控制元件不变;
(3 ) 控制线路热继电器控制不变;
(4 ) 指示灯接线不变;
(5 ) 变速箱结构和操作方法不变;
(6 ) 铣床工艺不变;
(7 ) 原继电器控制中的硬件接线用软件来实现。
2.2 PL C硬件设计
P L C 的10 端口数量统计:改造过程中原控制系统保持不变, 因此OI 端口数量也保持不变。
2 2.1 输人端口
主轴电动机有2 个启动按钮,2 个停止按钮,2 个反接制动速度继电器,1 个主轴变速冲动行程开关, 共7 个端口;工作台有1 个右移行程开关,1 个左移行
程开关,1 个前、下移行程开关,1 个后、上移行程开关,2 个快速进给按钮,1 个变速冲动行程开关, 共7 个端口;圆工作台油1 个转换开关, 共1 个端口;冷却泵电动机起停转换开关1个, 共1 个端口;综上所述, 确定PL c 输人端口的数量为16 个。
2.2.2 输出端口
主轴电动机有1 个运行交流接触器,1 个反接制动交流接触器, 共2 个端口;工作台进给电动机有1 个正转交流接触器,1 个反转交流接触器,1 个快速进给电磁铁交流接触器, 共3 个端口;冷却泵电动机有1 个交流接触器, 共1 个端口。
综上所述, 确定P L c 的输出端口的数量为6 个。
P L C型号的选型
X62W铣床经P L c 改造后,P L c 输人、输出端口的总个数为咒个。依据工程经验,要预留端口总数的10 % 作为备用端口, 同时还要预留报警电路和故障显示电路端口, 功能扩展端口和工艺控制等问题所需的端口, 选用1/ 0 总端口数为48 个的三菱「x ZN 一48 M R 型号的P L c 比较合适。
其输人端口数为24 个,输出端口数为24 个。
三菱Fx2N一48MR型P L C端口分配表三菱FX2N一4 8MR 型P L C 的I /O 端口分配如表1 和表2 所示。
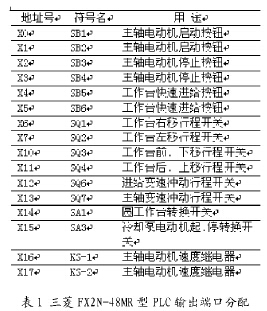
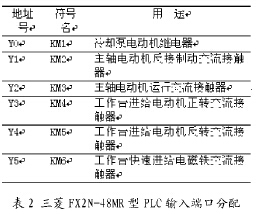
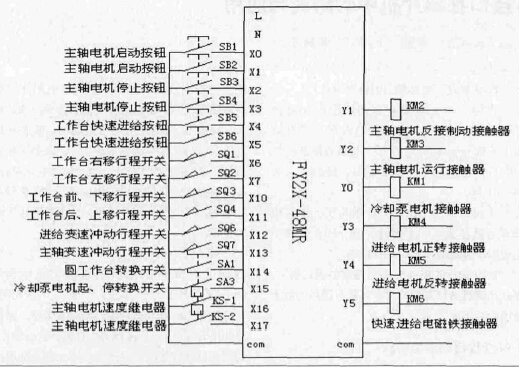
图2
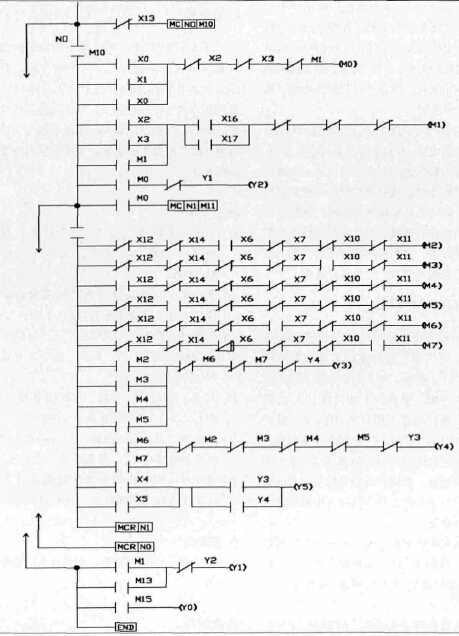
图3 X62W忱床P LC 牲制梯形图
2.5 控制系统电气原理图
根据 X62W的工作原理及工艺流程, 冉索控制1/ 0 端口接线图如图2 所示。控制系统程序设计根据系统控制要求, 设计的冉索控制梯形图如图3 所示
。
3 、结束语
本文将氏C 技术的思想和设计方法应用到铣床控制系统中, 主要通过软件来实现控制器的各种功能。本控制系统运行稳定、开发周期短、故障率低、可靠险高, 并且可以方便地扩展控制器的功能, 灵活性强。
经改造后的铣床设备运行结果证明, 本控制器效果良好。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

