


基于斗笠刀库的数控铣床升级改造机械装调研究
2016-10-21 来源:山东商务职业学院 作者:魏彦波
摘要:随着数控加工自动化程度的加快,数控机床自动化程度越来越高,数控铣床在加工时需要手动换刀,并且换刀次数较为频繁,存在很大的安全隐患,并且生产效率低,故数控铣床升级为加工中的需求日趋增多,本课题主要研究在数控铣床上加装斗笠式刀库使其升级为加工中心的机械装调方法,为数控铣床升级为加工中心奠定基础。
关键词:斗笠刀库升级改造机械装调
1.斗笠式刀库的机械安装与调试
斗笠式刀库在换刀时整个刀库向主轴移动。当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置,完成换刀动作。
1.1 斗笠刀库支架与铣床立柱机械安装
改造前根据购置的12刀位的斗笠式刀库的规格尺寸,在数控铣床立柱侧面预加工6 个M12 的螺纹孔,M12 的螺纹孔水平间距为100mm,竖直间距为200 mm;另外预加工6 个M8的顶丝用螺纹孔,M8 的螺纹孔水平间距为40mm,垂直间距分别为75mm,为了便于调整机械位置,设置了支撑销、上下方向顶丝和前后方向顶丝,待机械位置固定后打定位销,具体分布见图1斗笠刀库支架与铣床立柱机械安装所示。
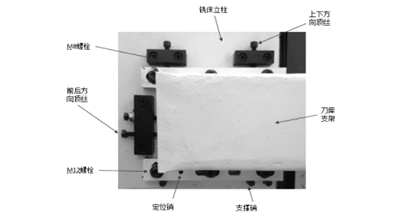
图1 斗笠刀库支架与铣床立柱机械安装
1.2 斗笠刀库机械位置调整
刀库支架与铣床立柱安装连接后,刀库的基本位置已经确定,利用斗笠刀库找正规检验调整刀库的前后位置和左右位置,使斗笠刀库换刀的机械位置与主轴的中心位置、第二参考点位置之间精确匹配,找正规结构示意图见图2所示。
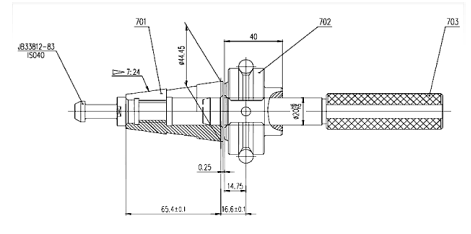
701 找正规规锥柄、702找正规对刀环、703找正规中心检棒
图2找正规
机械位置调整。将找正规的规锥柄701 安装到机床主轴上,将刀库罩子拆下,将找正规对刀环702装在刀库卡爪中,见图3 所示。利用前后顶丝和上下顶丝调整斗笠刀库的前后和上下位置,使刀库换刀位置卡爪上的对刀环702 与主轴中心位置的规柄701 中心同心,要求,找正规中心检棒能顺利流畅的通过对刀环内孔插入找正规锥柄内孔中。
主轴的顶刀量调节。将刀柄装在主轴内,把表座吸到主轴上,将百分表的表头垂直打到刀柄的下端面,用手扶住刀柄,通过调整气缸上的顶刀螺钉与主轴内的顶刀螺钉来调节顶刀量,顶刀量用百分表调整在0.20mm耀0.30mm之间即可。
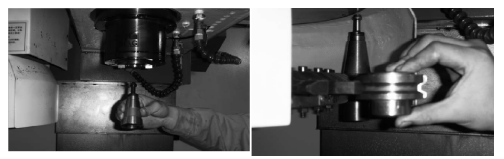
图3 找正规锥柄及对刀环安装
2. 斗笠刀库机械装调相关参数设置
2.1 主轴定向角度设置
设置参数8135#4=0 使用主轴定向功能,设置参数4015#0=1 主轴定向有效,设置参数3117#1=1 显示诊断号445,调整主轴定向角度,在斗笠刀库机械位置调整合适后,找正主轴停止位置时主轴端面键与刀库卡爪完全吻合,通过诊断号445读取此时主轴定向角度脉冲并将此角度脉冲输入到参数4077中,完成主轴定向角度设置。
2.2 第一参考点设置
数控机床第一参考设置。在在“MDI”方式下,按“SYSTEM”键,找到显示器上的参数“参数”,输入1815;搜索;将1815 参数的#4、#5=设置为0,数控系统断电,然后再上电,手轮方式下移动机床至预设置的第一参考点位置,此时将参数1815 的#5 设置为1,数控系统断电再上电,最后将参数1815的#4 设置为1,数控系统断电再上电,第一参考点设置完毕。
2.3 第二参考点设置
在“MDI”方式下执行“M19”使主轴定向,按“刀盘前进”按钮,将不带拉钉的数控铣刀安装到刀库卡槽上,在“MPG”手脉方式下,Z 轴慢慢向下移动,临近刀具的时候,试着松卡刀几次,观察主轴是否能卡住刀,能卡住,刀盘也不被上抬,通过手脉调整主轴端面与刀柄端面之间的缝隙在0.50mm耀0.70mm之间,此时的位置为Z 轴的第二参考点,按动“刀库后退”按钮,将Z轴的机床坐标数值输入参数1241中,建立第二参考点。
2.4 换刀参数设置
我们在自动换刀时是通过程序T伊伊M06 来操作的,这就需要我们将数控系统的参数6071号参数设定为6,数控系统在执行T伊伊M06 时即可调用换刀宏程序O9001,实现数控机床自动换刀控制。
3.总结
斗笠刀库机械位置装调是数控铣床升级加工中心的前提基础,斗笠刀库的机械位置装调直接影响了后续电气接线、气动管路的连接以及换刀PMC程序的调试,机械位置的精准程度直接影响数控机床换刀的精度和效率,本课题的研究解决了斗笠刀库机械位置调整的问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

