


数控车床车、铣功能加工应用
2016-10-27 来源:中航工业沈阳飞机工业(集团)有限公司 作者:刘清涛
摘要:为解决外形复杂、形位公差严格的内壳体零件加工难题,探究先进的数控车削加工技术,总结出了内壳体高精度零件的数控车、铣加工方法和工艺过程。
关键词:数控车床 夹具 装夹 加工方法
随着机械加工手段的不断提高,一些高新技术在机械领域得到广泛的应用。如果在生产实践中多动一些脑筋,不断摸索采用先进的数控加工技术,使设备、人员能够最大限度发挥作用,掌握新的加工方法,就能解决一些生产上的关键问题,并为今后新产品的研制积累经验。
1 .零件简介
内壳体零件是飞机载荷机构中主要的零件之一,该零件所用材料为铝合金棒材,T1 状态,此种材料有较复杂的化学成分组成,合金中含有铜、铁、镁、镍、钛等元素。材料耐热性好,高温强度高,无挤压效应,应用广泛。零件外圆矱35h8,内孔矱30,壁厚为2.5,四方30h9,且有对称度0.025,同轴度矱0.05 等技术要求,可见此零件具有很高的精度,加工时只有合理地安排好工艺才能保证零件的精度要求。(见图1)
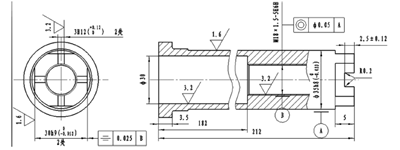
图1 零件图
2 .工艺方案的改进
该零件如果采用普通的机加设备进行加工,则所需工艺为:
工序50 铣工:铣切四方;
工序60 铣工:铣切4 处槽;
工序70 车工:镗螺纹底孔,车倒角,车螺纹。
此零件由于有同轴度、对称度的要求,按常规方法加工零件,在普通铣床上加工需要多次重复装夹定位,很难保证精度要求,零件合格率极低。通过对HARDINGE51 数控车床特点、零件特性进行分析后进行试加工。该数控车床是一种功能较全的数控加工机床,具有车削、镗削、钻削等多种功能,并兼具有少许铣削功能。利用数控车床优势,将原工序中的几道工序合并、采用一次装夹完成加工,改进零件加工工艺方案,保证零件的精度要求。
3 .工装选择
3.1 夹具的选择
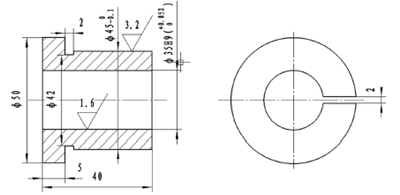
图2 夹具图
该零件壁厚2.5mm,属薄壁零件,数控车床夹紧方式为液压式,夹紧力过大,这样装夹,零件易变形,又损伤其表面粗糙度。针对这个问题,自制了夹具(见图2)。采用该夹具装夹时,既方便又能保证工件精度要求
。
3.2 刀具的选择
为了满足该工件的加工要求,选择刀具如下:
T01:矱10 白钢铣刀(加工四方)
T02:矱3 白钢铣刀(加工凹槽)
T03:镗刀(加工螺纹基孔)
T04:内螺纹刀(加工螺纹)
4 .精密四方、凹槽、螺纹的加工
4.1 铣四方30h9 ×30h9,对称度要求0.025
此加工内容我们选择铣削功能完成。除使用X 轴、Z 轴之外又选用C 轴,(即:极坐标插补法)指令为G112,由于工件在端面上加工,在数控车床上显示为X、C 平面,X、C 编入程序所给的参数为坐标值。选择极坐标插补法来完成程序,刀具转速参数为S1200。根据铣削余量在刀具上选用矱10 三刃白钢铣刀,刀具半径大于或等于加工余量为好,进给量为F200,为保证工件粗糙度和质量,一般为顺铣较好,根据极坐标插补规律,在程序上把C 值定为负值输入,使主轴做正方向旋转。为保证刀具不产生过切削和根据走刀方向在程序中加入了刀具半径补偿,即:(G41;为左补偿)把刀具设定为反转,即:M54。
编制铣四方的程序如下:
N1;
M98 P1; /子程序启动/
T01; /刀具号/
X60.Z10.M23; /输入偏置并启动仿形方式/
G97 S1000 M54; /刀具转速和方向/
C0.; /主轴定向到0°/
G1 G112; /启动极坐标插补/
G41 X30.Z1.F100.;/启动TNRC/
Z -5.F50.;
C -15.; /对零件加工/
X -30;
C15;
X30.;
C0.;
Z10.F200.; /刀具脱离零件/
G40 U20.; /取消TNRC/
G113; /取消极坐标插补/
M98 P1;
M1; /操作停止/
4.2 铣3H12 槽4 处
由于加工部位所需刀具直径较小,易产生带刀,故减小进给量,增加刀具转数,转数设定S2000,进给量F 为50,根据所设定的参数,加工出的零件能够保证精度和粗糙度的要求。编制铣槽的程序如下:
N2; /程序号/
M98 P1; /启动子程序/
T02; /刀具号/
X60.Z10.M23; /启动仿形/
G97 S1000 M54; /刀具转数及方向/
C0.; /主轴定向0°/
G1 G112; /启动极坐标插补/
G41 X30.Z1.F300.;/启动TNRC/
Z -2.5 F50.; /对零件加工/
X -30.;
C0.;
X0.;
C -15.
C15.;
C0.
Z10.F200.; /脱离工件/
G40 U20.; /取消刀补/
G113; /取消极坐标插补/
M98 P1;
M1; /结束子程序/
4.3 车螺纹基孔和螺纹,同轴度0.05,对称度要求0.025
在加工四方和槽的基础上车制螺纹不需重新装夹。设定转数为S600,螺纹为M18 ×1.5 -5H6H,齿高为1.5 ×2 ×0.6495 =1畅9485,程序上分多次切削加工。5 结语通过应用先进的数控加工技术、改进加工工艺,完成飞机载荷机构中主要零件的加工,取得了很好的效果。通过对此零件的加工实践,充分认识到数控车床的高度灵活性、优越性。
5 .结语
通过应用先进的数控加工技术、改进加工工艺,完成飞机载荷机构中主要零件的加工,取得了很好的效果。通过对此零件的加工实践,充分认识到数控车床的高度灵活性、优越性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

