


浅析UG技术在汽车模具中的应用
2017-12-26 来源:- 作者:杜凯华
摘 要:随着计算机在制造型企业中的应用,通过计算机进行工艺的辅助设计已成为可能。CAPP技术的应用为提高工艺文件的质量,缩短生产准备周期,提高信息处理能力和企业各部门间信息的交流能力,并为广大工艺人员从繁琐、重复的劳动中解放出来提供一条切实可行的途径。应用CAPP技术将缩短设计周期,对修改和变更设计能快速做出响应;工艺人员的经验能够得到充分的积累和继承,减小编制工艺文件的工作量和产生错误的可能性。应用计算机辅助工艺设计的必要性已被越来越多的企业所认识。
关键词:汽车模具;UGNX 数控加工技术;加工工艺
引言:数控机床的自动化程度较高,能够实现柔性制造,因而在汽车模具行业中得到了广泛应用。汽车模具外形复杂,加工要求繁杂,型面铣、曲面轮廓铣、面铣互相交错,但无论工序有多少,无非是粗加工、半精加工、精加工三个大步骤。若能将UG数控技术合理运用到各阶段,无疑将使得汽车模具的加工质量和制造精度大大提高,也能缩短模具制造周期,提高行业利润空间。
一、数控加工的工序划分
1.粗加工
粗加工阶段优先选用大直径刀具,并尽可能提高加工速度,以在最短时间内去除材料。但这一过程要充分考虑刀具耐磨性、工件材料特性、机床承载能力,从而设定适中的进给速
度、切削速度深度、刀具或夹盘转速。一般情况下,为了提高设备寿命,常设置较大的切削深度和步进数值,而降低切削速率和刀具转速。
型腔铣在UG粗加工阶段应用较多,一般选择工件跟随或周边跟随方式,在进行小范围局部加工时也可采用平面铣方式。
2.半精加工
半精加工旨在为精加工做准备,保证精加工区域留有均匀的加工余量。如果粗加工后,工件表面已经具有较均匀的加工余量,则可省略半精加工这一步。不过对于汽车模具而言,一般都具有较复杂的曲面结构,经过型腔铣或平面铣粗加工后,难以保证余量均匀。
根据笔者的工作经验,一般有以下四种情形:
(1)某些凹谷窄槽的几何形状限制了大直径刀具的渗入,残留余量较大;
(2)陡面侧壁的角落限制大刀具走位,会留下加工盲区;
(3)非陡面上的台阶结构,如阶梯孔的层与层之间常会留下余量;
(4)大直径球面刀具无法加工到的小圆角结构。在半精加工阶段,刀具具有灵活的轨迹,针对上述情况可以有如下策略:
(1)在型腔铣阶段设置残留毛坯加工;
(2)隐蔽角落处设置型腔铣参考刀具;
(3)进行曲面加工时,选择曲面轮廓铣中的局部铣削选项,勾选非陡面角度;
(4)运用曲面轮廓铣的法向切削和清根操作,用小直径刀具去除粗加工阶段的残余加工余量。
汽车模具往往是几种情况的综合体,此时考虑先对型腔铣的毛坯件采取半精加工,再用参考刀具辅助加工,最后可适当选择曲面轮廓铣或等高轮廓铣进行再次切削加工,使得整个模具工件的余量分布较为均匀。
3.精加工
工件通过半精加工各处已经保留了较均匀的切削余量,此时可通过精加工获得最终成型件。曲面零件的精加工选择曲面轮廓铣,一般而言切削速度和主轴转速较大,步进值较小;平面工件多选用平面铣或面铣,调大主轴转速,减小切削速度和步进值。
二、汽车覆盖件模具设计向导系统的用户界面设计
UG 提供U G/open MenuScript、U ser T ools、UG/o penUIstyler 三种界面设计工具。通过它们分别进行用户菜单设计及对话框设计。下面以汽车覆盖件模具设计向导系统为例来说明。
1.汽车覆盖件模具设计向导系统菜单条汽车覆盖件模具设计
向导系统CAD 通过UG/open M enuscript 集成在UG 主菜单中,该文本文件后缀为*.men。一般来讲,这些文件必须放在UGS16.0\UGALLIAN CE\site 程序编制(或vendor)\startup 目录中,以便在U G 启动自动加载。例如user.progr am.men文件在UGS16.0主菜单的Help 项右边添加“用户程序”。汽车覆盖件模具设计向导系统菜单,见图1。
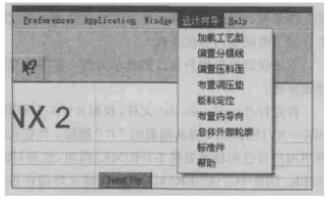
图1 汽车覆盖件模具设计向导系统菜单
2.汽车覆盖件智能设计向导系统对话框设计
汽车覆盖件智能设计向导系统对话框设计利用UG/openUIsty ler和Visual C ++ 对话框设计相似,UIsty ler包含对话框的各种控件,设计好对话框后保存时共生成三个文件:*.dlg,*.template.c,*.h。其中*.dlg 是UIsty ler 对话框界面文件, 非ASCII 格式,封装了对话框的图形界面;*.template.c 和*.h分别是UIstyler 对话框C 语言模板文件和头文件。用户的主要工作是修改*.template.c 模板文件并在其中添加用户代码,确定U Istyler 对话框被调用的形式及其所实现的功能。这些工作都在Visual C ++ 6.0中完成,最终和*.h编译链接生成可调用的*.DLL 文件。(对于External U G/open API 程序选Win32ConsoleApplication),输入Pro ject 名称,选o k,其余为默认选项,选Finish、o k 完成创建一个empty DLLpr oject 工作。
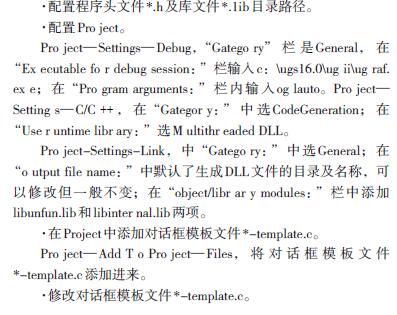
首先将对话框头文件*.h包含在程序开关中,并且包含要使用U G/open API 函数所对应的*.h文件,例如要用建模函数,则必须包含uf-modl.h;其次根据对话框被调用的方式取消对话框模板文件中对应的条件编译指令并且确定接口名称。VC 下LINK 的设置见图2。在*-template.c 文件中有相关说明,最后进入回调函数内部进行编程,定义变量及U G对象,运用C ++及UG/o pen API函数进行运算、设计。
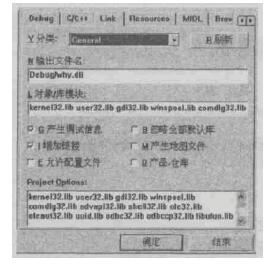
图2 VC下LINK 的设置
三、结束语
综上所述,汽车模具多为复杂的三维异形件,制造要求很高,普通机床无法达到成型要求。UG 软件基于参数化建模系统,具有强大的三维造型功能,具有很强的CAD/CAE/CAM 集成性。对于UG 本身或其他三维软件绘出的三维图,利用NX 数控加工模块,可以生产精细的加工路径。用户可以再直观的图形方式下编译刀具走位,并模拟整个加工过程。UG 本身具有的后处理模块可以将刀具路径转换为专用的数控机床程序语言。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

