


普通铣床采用坐标法铣削圆弧
2022-1-30 来源:沈阳职业技术学院汽车分院 作者:杨志丰
摘要 :在普通铣床中,铣削 XY 平面内圆弧,常规的方法为划线后双手配合完成加工。但是双手配合加工完的工件表面质量一致性不太好。为了提高铣削圆弧的精度及表面质量,我们在普通铣床上采用坐标法铣削圆弧,可以完成较高精度的圆弧铣削加工,以满足圆弧的表面质量及提高其配合精度,并且该方法可以应用于手工铣削特殊曲面的场合。
关键词 :普通铣床 ;铣削圆弧 ;坐标法
1、零件加工背景
该单位准备进行机械加工完成该零件。在编排该零件的加工工艺文件时,由于该零件的加工要素较为简单,适合在普通铣床上加工,决定在普通铣床上进行加工。但是普通铣床在加工圆弧时,如何能提高外圆弧的加工质量和加工效率,研究一种新的加工方法,提高了圆弧铣削的一致性和加工效率。承接加工零件如图 1 所示。
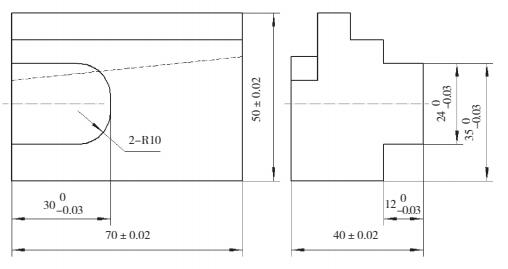
图 1 普通铣削工件
2、普通铣床加工圆弧的铣削方法
对于圆弧加工,传统的加工方法主要有 5 种。
2.1 按划线手动进给铣削圆弧
这种加工方法对普通铣床操作者的技能水平有一定要求,需要操作者参照工件上的划线双手配合完成铣削加工。但使用该种方法,加工后的圆弧,其尺寸一致性及互换性均较差。
2.2 用圆转台铣削圆弧
这种操作需要使用铣工的辅助夹具——平旋盘,对工件进行找正,使工件圆弧中心与平旋盘的中心重合到一起。但是该文工件由于有两个圆弧,需要设计专用的夹具或者进行二次找正装夹,因此不建议采用这种方法。
2.3 按照靠模铣削圆弧
使用靠模加工,需要预先在数控机床上按照工件的曲线,进行靠模零件的加工,并安装到铣床上。该方法主要适用于曲率变化平缓曲线,对于该工件加工位置是由直线、曲线、直线、曲线、直线这种形式组成的,并且直线之间是 90°的垂直关系,不便于靠模来进行加工。
2.4 成型铣刀
圆弧加工是机械加工中经常遇到的一种结构形式,在机械加工中主要以刀具接触式的机械加工为主要的加工形式[1]。铣削刀具作为铣削加工中的重要工具对于圆弧机械加工的加工质量与加工效率有着极为重要的影响。预先磨制凹圆弧成型铣刀,可以用其加工凸圆弧。但该工件由于凸圆弧与平面相连,无法用成型铣刀完成加工。
2.5 按照坐标值铣削圆弧
采用将铣刀在铣削圆弧时的每一个位置都进行数字化,达到标准化、一致化的加工效果。坐标值铣削圆弧的优点是,即便是普通的操作工人都能加工表面质量较好的圆弧,将铣削工人的操作水平对工件的影响降到最低。
3、坐标法铣削圆弧的具体方法
铣削圆弧的工作示意图如图 2 所示。
我们设 :R 为刀具半径(mm)。
r 为工件半径为(mm)。
T 为横向工作台坐标(mm)。
S 为纵向工作台坐标(mm)。
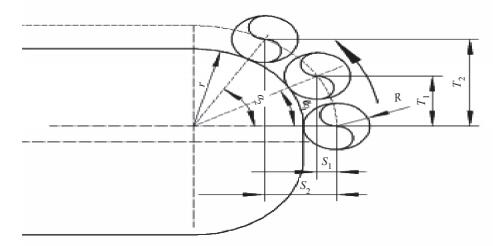
图 2 工作示意图
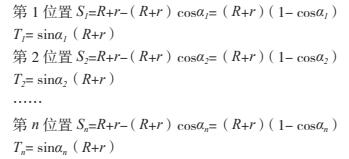
根据工件圆弧的表面质量我们在计算过程中,将 90°角度任意取 2°、3°、5°(能被 90 整除,这样可以加工均匀)均可以,一直到 90°。
根据该计算方法得到一组数值后,还要根据铣削圆弧时手柄的旋向,将计算数值转换成为手柄刻度值。如图 2 所示的右上角圆弧横向手柄和纵向手柄均为顺时针操作,所得数值即为 2 个方向手柄的刻度值。如有逆时针操作手柄,需要用手柄最大刻度值依次减去我们通过计算得到的数值,通过手柄来操作这组数值完成零件的铣削。
依照上述计算方法算出各点坐标值,刀具的直径和工件的圆弧半径也可以任意,无论多大的圆弧,多大的刀具,均可以依此法计算出来。我们将这种方法称之为坐标法铣削圆弧。
4、具体操作步骤
按坐标值铣削圆弧时的操作步骤有 5 个。
1)首先将刀具在工件圆弧与平面连接面贴刀,移动刀具使刀具在工件圆弧侧面的位置贴刀。注意该对刀一定要仔细,因为该对刀值即对刀时铣削工件薄厚会影响到整个圆弧的圆心位置。如果对刀过深,会导致图示的圆弧位置整体的偏下,故一定要在对刀时注意对刀的切削状态。可以采用在工件侧壁放一些粉笔末或者采用刀具的底刃与工件的地面轻轻接触有一个浅浅的圆柱刀痕,观察刀痕位置,以此来帮助操作者完成圆弧铣削的对刀步骤。
2)刀具与工件侧壁接触后,要将横向工作台刻度值调整到“零”位,作为计数基准。将纵向工作台向左侧方向移动,将刀具和工件分离后,顺时针转动横向工作台手柄,移动手柄值为 R+r,即移动工作台一个刀具半径和圆弧半径的距离。将横向工作台锁紧开关锁紧,逆时针转动横向工作台手柄,排除横向工作台丝杠反向间隙,并将横向工作台手柄刻度值调整到“零”位,作为横向工作台铣削圆弧时移动的基准。
3)手动操作纵向工作台,使刀具与工件的圆弧侧壁轻轻接触,完成铣削圆弧的对刀动作。注意该对刀也要很轻,刀具刚刚与工件侧壁接触即可,将纵向工作台手柄刻度值调整到“零”位,作为纵向工作台铣削圆弧时移动的基准。如果这步对刀较深,就会造成圆弧的圆心位置向左侧移动,造成后期与工件的配合不能达到较好的状态。
4)开始按照坐标值移动纵向工作台和横向工作台。首先移动横向工作台,再移动纵向工作台,2 个工作台始终交替移动,直到将 1/4 圆弧加工完,移动刀具远离工件,加工完成。
5)按照该方法,铣削另一个 1/4 圆弧。
在铣削过程中,操作手柄要严格按照坐标值进行铣削,操作时,双手交替操作横向手柄和纵向手柄或者纵向手柄和横向手柄进行,这样才能保证圆弧顺利完成,并且严格按照所计算的坐标值移动 2 个工作台,才能保证工件的表面质量良好。
5、结语
在普通铣床上加工圆弧时,在计算坐标时一定要精确,要有一定的数学基础,要会使用多种几何计算公式,计算坐标时一定要精确,操作者要求集中精力,操作要正 确,每次移动机床(坐标)要准确 [2]。在普通铣床上加工圆弧时,使用坐标法加工能有效提高所加工圆弧有效的一致性及表面质量,降低了操作对于工人的技术水平的依赖,加工效率得到有效提高,减轻了工人劳动强度,成本也会大大降低 [3],经过车间使用实践,同时这种方法也可以扩展到其他手工加工曲面,方便操作者在没有数控机床的条件下完成曲面的加工,具有一定的推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

