


350 km /h 标准动车组电机轴承盖钻铣工装
2021-7-9 来源: 中车永济电机有限公司 作者:单国庆,许广永,王海龙,齐 影,李 辉等
摘要: 针对 350 km/h 标准动车组电机传动端、非传动端轴承盖钻铣加工后,轴承盖轴向安装孔、径向深槽孔的位置尺寸超差原因进行分析,设计制作 350 km/h 标准动车组电机传动端、非传动端轴承盖钻铣加工专用工装。通过实际应用,保证了 350 km/h 标准动车组电机传动端、非传动端轴承盖轴向安装孔、径向深槽孔的位置尺寸,提高了生产效率,降低了劳动强度。
关键词: 350 km/h 标准动车组; 电机轴承盖; 钻铣工装
1、电机轴承盖交检现状及原因分析
1. 1 现状
350 km /h 标准动车组电机传动端轴承盖结构如图 1 所示,传动端轴承盖 4 × 9 mm 轴向安装孔与 125M6 ( - 0.008 / - 0.033) 轴承室 A、轴承室端面 B 的位置度 0.2 mm 及轴承盖中心线的位置角度 45°超差,一次交检合格率为 89. 5% 。
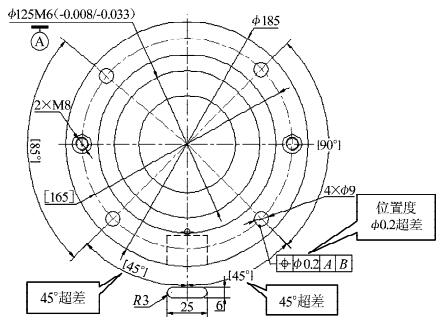
图 1 350 km/h 标准动车组电机传动端轴承盖结构示意图
非传动端轴承盖 4 ×9 mm 轴向安装孔与90M6 ( - 0. 006 / - 0. 028) 轴承室 A、轴承室端面 B的位置度 0.2 mm 及轴承盖中心线的位置角度 45°超差,一次交检合格率为87.6% 。
1. 2 原因分析
350 km /h 标准动车组电机传动端、非传动端轴承盖加工借用 250 km /h 标准动车组电机轴承盖加工工装。由于借用工装定位台的长度偏短,与轴承盖定位孔的配合间隙过大,定位销为圆柱形销,轴承盖径向过定位,圆周方向配合间隙过大,轴承盖定位不可靠,定位精度低,造成 350 km /h 标准动车组电机传动端、非传动端轴承盖钻铣加工后,轴向安装孔、径向深槽孔的位置尺寸超差。传动端轴承盖钻铣胎体定位台长度 10 mm,长度偏短。定位台与传动端轴承盖轴承室的最小配合间隙为: - 0. 033 -( - 0.135) = 0102 mm,配合间隙过大。非传动端轴承盖钻铣胎体定位台长度 6 mm,长度偏短。定位台与非传动端轴承盖轴承室的最小配合间隙为: -0.028 - ( - 0.116) = 0.088 mm,配合间隙过大。工装定位销圆周方向上偏差 - 0. 25 mm,与轴承盖 9( + 0.2 /0) mm 孔的配合间隙过大。
2、改进措施
2. 1 设计制作轴承盖钻铣加工专用工装
为解决 350 km /h 标准动车组电机传动端、非传动端轴承盖钻铣加工的工艺、质量问题,设计制作350 km /h 标动电机传动端、非传动端轴承盖钻铣加工专用工装,如图 2-3 所示。
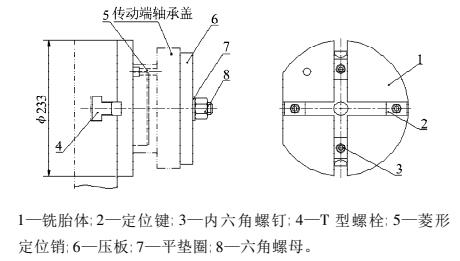
图2 传动端轴承盖钻铣工装
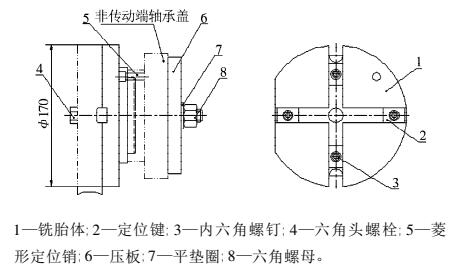
图 3 非传动端轴承盖钻铣工装
350 km /h 标准动车组电机传动端、非传动端轴承盖分别通过轴承室由工装定位台定位,通过压板、螺杆压紧。工装通过定位键与卧式加工中心直角板上的 T 型槽定位,可自动找正工装的中心位置。工装由六角螺栓、螺母固定在卧式加工中心直角板上。
2.2 轴承盖钻铣胎体定位台长度、配合间隙改进
传动端、非传动端轴承盖分别通过内孔由工装轴承盖装夹困难。由于配合间隙过大,轴承盖定位精度低,传动端、非传动端轴承盖轴向安装孔、径向深槽孔的位置尺寸无法保证。同时轴承盖装夹刚性差,加工切削用量小,生产效率低。
传动端、非传动端轴承盖钻铣胎体见图 4-5。
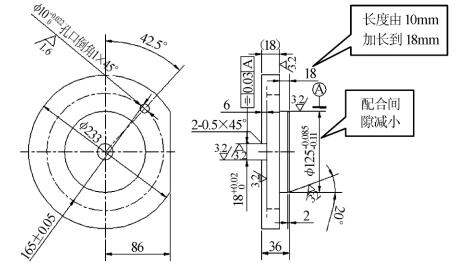
图 4 传动端轴承盖钻铣胎体
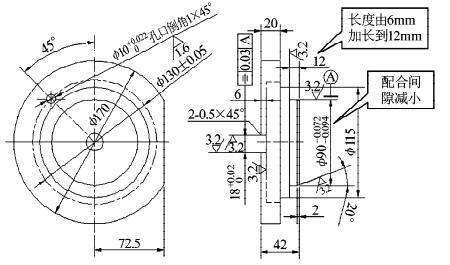
图 5 非传动端轴承盖钻铣胎体
传动端轴承盖钻铣胎体定位台长度尺寸由原来的 10 mm 加长到 18 mm,最小配合间隙由 0 102 mm减小到: - 0.033 - ( - 0.085) = 0.052 mm 。非传动端轴承盖钻铣胎体定位台长度尺寸由原来的 6 mm 加长到 12 mm,最小配合间隙 0.088 mm减小到: - 0.028 - ( - 0.072) = 0.044 mm 。
2.3 轴承盖钻铣工装定位销改进
传动端、非传动端轴承盖钻铣工装定位销为圆柱形销,轴承盖径向过定位,圆周方向配合间隙过大,轴承盖定位不可靠,定位精度低,造成 350 km /h标准动车组电机传动端、非传动端轴承盖钻铣加工后,轴向安装孔、径向深槽孔的位置尺寸超差。
传动端、非传动端轴承盖菱形定位销如图 6-7所示。
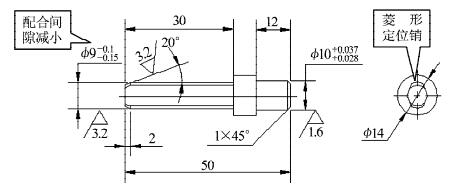
图6 传动端轴承盖菱形定位销
传动端轴承盖钻铣工装定位销由圆柱形改为菱形,避免了传动端轴承盖径向过定位,圆周方向定位销上偏差由 - 0.25 mm 改为 - 0.1 mm,减小了与轴承盖 9( + 0.2 /0) mm 孔的配合间隙。
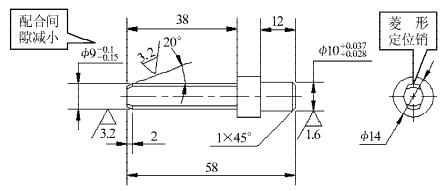
图7 非传动端轴承盖菱形定位销
非传动端轴承盖钻铣工装定位销由圆柱形改为菱形,避免了非传动端轴承盖径向过定位,圆周方向定位销上偏差由 - 0.25 mm 改为 - 0.1 mm,减小与轴承盖 9( + 0.2 /0) mm 孔的配合间隙。由于钻铣胎体定位台长度尺寸加长,定位台与轴承盖轴承室配合间隙减小,避免了装夹过程中轴承盖的脱落。定位销由圆柱形改为菱形,使轴承盖定位精度提高,定位更可靠,保证了轴向安装孔、径向深槽孔加工的位置尺寸,提高了传动端、非传动端轴承盖在电机运行中的可靠性。同时轴承盖装夹刚定位台定位,由于原定位台长度偏短,与轴承盖内孔配合间隙过大,装夹过程中,轴承盖时常脱落,造成性提高,加工中切削用量增大,提高了生产效率,降低了生产制造成本。
3、技术特点
该钻铣工装通过卧式加工中心工作台的旋转,可获得两个加工位置。钻铣工装通过定位键与卧式加工中心直角板上的 T 型槽定位,可自动找正钻铣工装的中心位置,使轴承盖在一次装夹后,可分别完成轴向安装孔和径向深槽孔的钻铣加工,提高了生产效率,保证了轴承盖轴向安装孔、径向深槽孔之间的位置尺寸。同时,钻铣工装定位精度高,避免了借用工装定位精度低的问题,由此保证了传动端、非传动端轴承盖轴向安装孔、径向深槽孔的钻铣加工质量。
4、结束语
通过使用上述钻铣工装,对所加工的 350 km /h标准动车组电机传动端、非传动端轴承盖进行三坐标检测,轴承盖轴向安装孔、径向深槽孔的位置尺寸及两者之间的位置角度,全部符合产品图纸设计要求,一次交检合格率提高到 100% 。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

