


摘要: 针对PCB 生产过程中因钻床高速加工频繁启停,而对钻床产生冲击,以至影响稳定性的问题,对钻床各轴的运动模式重新进行了规划设计。在满足工作要求的前提下,对梯形曲线及三角形曲线进行了优化得到最佳加加速度。在考虑加加速度、最大加速度、最大速度的情况下,根据实际加工距离,将运动模式归纳为4 种简单参考模型。利用CPAC 所提供的PVT 运动模式,将4 种模型一一对应到PVT 模式各参数。利用CPAC 提供的软件开发平台OtoStudio 软件上进行了程序开发。利用CPAC 提供的硬件平台GUC-400 运动控制器配合所选电机进行了试验。试验结果表明,不同加工距离可以对应到不同的参考模型,并且加速度曲线呈一次连续曲线,速度曲线呈二次平滑曲线,从而证明所研究的规划方案可以实际有效地减小钻床加工时的冲击,增加钻床稳定性。
关键词: 印制电路板钻床; 计算机可编程自动化控制器; 三次曲线; 减小冲击
0 引言
我国是印制电路板( PCB) 生产的第一大国,但国内针对PCB 生产单独开发的钻床系统却很少 ]。PCB 钻床系统分为多个模块,运动控制模块是整个系统控制加工的核心模块; PCB 钻床加工的特点是短行程、高精度和高速度 ; 各轴运动的规划情况直接影响到系统加工的效率及稳定性。常见应用在运动规划的加速度控制算法有梯形曲线和三角形曲线 ; 经过梯形曲线及三角形曲线规划后钻床各轴的加速度曲线会出现突变而速度曲线则有明显拐点不够平滑,这种情况在高速运动特别是急起急停时会产生较大冲击,对机床产生较大的伤害。研究人员针对这种情况引入加加速度j,优化三角形曲线及梯形曲线使得加速度曲线为连续的一次曲线,速度曲线为平滑的二次曲线,即可有效地避免突变,减小冲击。朱晓春 在S 曲线加减速控制方法研究一文中详细介绍了基本7 段三阶S曲线。鉴于钻床各轴的运动特点,本研究将基本的三阶S 曲线简化为4 种参考模型,在满足钻床加工要求
的情况下分析并得到最佳加加速度j,最大程度使得曲线变的平缓,减小冲击。
在试验中本研究选用深圳固高公司的GUC-400嵌入式控制器对PCB 钻床系统的运动模块进行开发,将得到的加加速度j 与其他限制条件一起考虑对各轴运动规划进行重新设计,并通过CPAC 所提供的PVT运动模式最终实现规划运动。
1、 加加速度优化
钻床各轴的运动方式为点位运动并且有以下两个运动特点: ①起点、终点加速度及速度为零; ②加速减速过程相对称。根据钻床各轴运动特点得到的梯形曲线和三角形曲线的速度曲线和加速度曲线如图1 所示 。
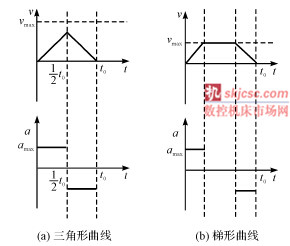
图1 三角形曲线及梯形曲线
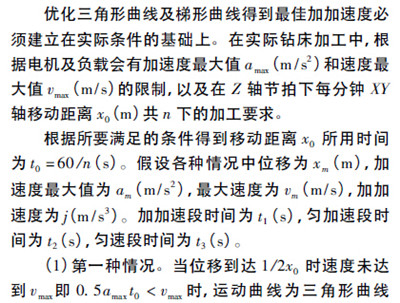
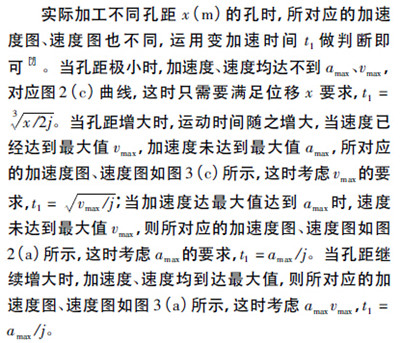
各三角形曲线优化如图2 所示。
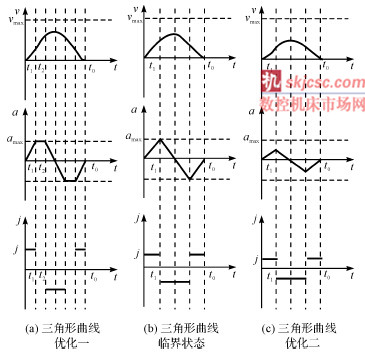
图2 三角形曲线优化
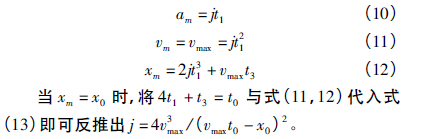
各梯形曲线优化如图3 所示。
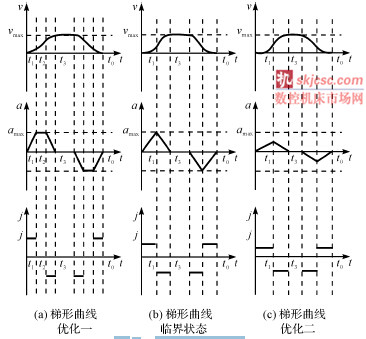
图3 梯形曲线优化
综上所述,根据所选电机、负载及加工要求的不同,可以得到一个最优的加加速度j,此时既能达到所需的加工要求又可以最大程度地减少冲击。
2、 算法及CPAC 应用
本研究在得到加加速度j、加速度amax、速度vmax后,将其实际运用到固高控制器上 。固高公司推出的CPAC( 计算机可编程自动化控制器) 包涵了软件开发平台OtoStudio 和硬件开发平台自动化控制器。本研究将所归纳算法通过OtoStudio 软件编写,再通过自动化控制器GUC-400 进行最终的调试。
2. 1 算法逻辑
2. 2 CPAC 应用
在CPAC 所提供的运动模式中有点位模式、插补模式、PVT 模式3 种模式可以实现S 型曲线。考虑到点位模式中平滑时间为一定值并不能根据上文中所描述根据实际运动距离自行改变而且在短距离高速运动中平滑时间并不能忽略不计,同时考虑到插补模式的优势是提供准确的走刀路径但钻床实际工作时并不需要有确定的走刀路径,而且插补运动运算时会占用更多资源,经比较后,本研究选用了固高自动化控制器所提供运动模式中的PVT 模式[8]。PVT 模式使用一系列数据点的位置、速度、时间的参数来描述运动规律。
二次曲线的规划要求。在选用了PVT 模式后,本研究参考实际加工时易得到的位置、速度、加速度等信息选用PVT 模式中的Continuous 描述方式。之后笔者将上文中4 种简单模型的参数对应到PVT 模式Continuous描述方式中各参数位置X、速度V、最大速度VMAX、加速度ACC、减速度DEC、百分比P。位置X 为实际加工的孔距x,速度为每次起点终点速度为0,最大速度VMAX为每种模型中vm,加速度ACC 与减速度DEC 值相同为各模型中每次加减速过程中平均加减速度,百分比P 为各模型中每次加减速过程中变加速时间占总加减速时间的百分比。经整理后得到流程图如图4所示( 通过给定的距离得到PVT 模式各参数) 。本研究将上述逻辑过程通过OtoStudio 软件编写为一个功能块,嵌套在PVT 程序中。每次PVT 程序运行时调用只需改变工作距离x 即可。
3 、实验及结果分析
( 1) 当x = 0. 8 m 时,在电机上试验的速度曲线及加速度曲线如图5( a) 所示;
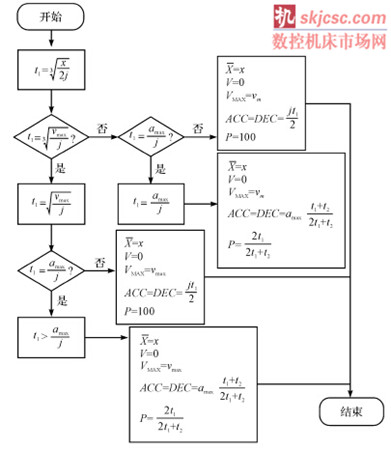
图4 流程图
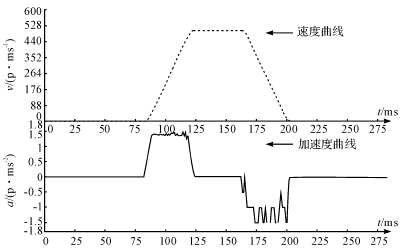
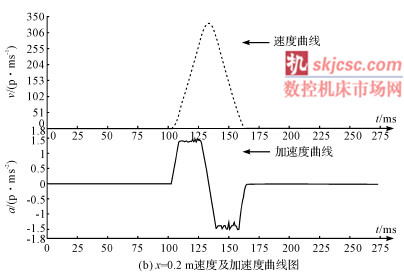
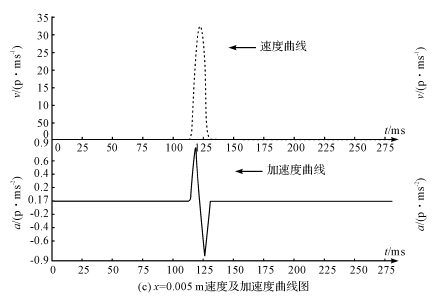
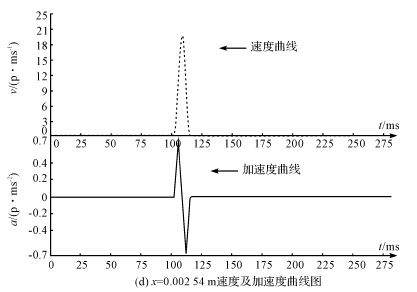
图5 试验结果图
( 2) 当x = 0. 2 m 时,在电机上试验的速度曲线及加速度曲线如图5( b) 所示;
( 3) 当x = 0. 005 m 时,在电机上试验的速度曲线及加速度曲线如图5( c) 所示;
( 4) 当x = 0. 002 54 m 时,在电机上试验的速度曲线及加速度曲线如图5( d) 所示;由图5( a) 及所得数据经电机分辨率换算可得出:x = 0. 8 m时,达到最大速度及最大加速度,对应图3( a) 所示模型,且试验数据符合规划。由图5( b) 及所得数据经电机分辨率换算可得出:x = 0. 2 m 时,未达到最大速度但达到最大加速度,对应图2( a) 所示模型,且试验数据符合规划。由图5( c) 及所得数据经电机分辨率换算可得出:x = 0. 005 m 时,未达到最大速度及最大加速度,对应图2( c) 所示模型,且试验数据符合规划。由图5( d) 及所得数据经电机分辨率换算可得出:x = 0. 002 54 m 时,未达到最大速度及最大加速度,对应图2( c) 所示模型,且试验数据符合规划。
4 、结束语
本研究通过优化梯形曲线及三角形曲线,将钻床的运动曲线归纳为4 种简单模型,并由每种模型分别得到最佳加加速度; 在加加速度、最大加速度、最大速度的限制下设计了相对应算法并通过CPAC 提供的软硬件设备,进行了试验。
试验结果表明,按照钻床实际运行时一般涉及到的4 种位移距离,系统运动模块可以按预先规划分别对应到不同的参考模型,按照参考模型中的设定将加速度曲线优化为一次连续曲线,速度曲线优化为二次平滑曲线,在满足加工要求的情况下最大程度的减小冲击,增加钻床稳定性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

