


摘要:Z 3040 型摇臂钻床电气控制系统线路复杂,可靠性和灵活性差,故障率高,采用三菱FX2N-40MR 可编程控制器对其电气控制系统进行技术改造可提高整个电气控制系统的工作性能和工作效率。就三菱FX2N-40MRPLC 在Z3040 型摇臂钻床电气控制系统中的应用,进行了系统PLC 控制软硬件的设计,可为同类设备的技术改造提供工作借鉴。
关键词:三菱FX2N-48MR 可编程控制器;Z3040 型摇臂钻床电气控制系统改造;PLC 梯形图
一、引言
摇臂钻床主要用于钻孔、扩孔、铰孔、攻螺纹等多种形式的加工, 某企业所用Z3040 型摇臂钻床役龄几十年,普遍采用继电接触器电路控制,对其进行故障查找排除、机床维护等工作都很繁琐,工作量非常大。本文采用三菱FX2N-40MR 可编程控制器对Z3040 型摇臂钻床的继电接触电控系统实施技术改造,重新进行了机床电气控制的软、硬件设计。
二、Z3040 型摇臂钻床的电气控制功能分析
Z3040 型摇臂钻床的电气控制原理图如图1 所示[1-3]。
Z3040 型摇臂钻床主电路及控制电路功能如下:
1.SB1 和SB2 分别为总起动按钮和总停止按钮,是专门为操纵摇臂钻床的起动和急停而设置。
2.主电路采用了隔离开关QS1、QS2 进行保护。在QS1、QS2 隔离开关中,使用电磁脱扣装置,其作用为短路保护, 取代了熔断器, 这样开关与保护合二为一,结构也更加简单方便。热继电器KR1、KR2 分别装设在M1 主电动机与M3 液压泵电动机的主电路当中,起到长期过载保护的作用。
3.在动力拖动方面,采用四台电动机。其中,M1为旋转主轴的主电动机,仅作单方向旋转控制,加工螺纹时, 主轴的正反转采用机械方法变换实现;M2为升降摇臂的电动机,可实现正反转,短时工作,不用设长期过载保护;M3 和M4 分别为放松与夹紧摇臂、同时实现立柱与主轴箱放松与夹紧的液压泵电动机和冷却泵电动机。这四台电动机的容量都较小,其控制方式均采用直接起动控制。
4.摇臂部分应在M3 启动松开后才能实施上升和下降的移动, 到达需要的位置后再实施摇臂夹紧的动作。摇臂松开由行程开关ST2 执行,其夹紧则由行程开关ST3 执行。
5.信号指示包括电源指示灯HL1、立柱与主轴箱松开指示灯HL2、立柱与主轴箱夹紧指示灯HL3、主轴电动机旋转指示灯HL4。
6.摇臂的夹紧放松及升降设计为自动控制进行方式, 立柱和主轴箱的夹紧放松功能设计成既可单独操作,也可同时操作。它们由转换开关SC 和按钮SB5 或SB6 控制实现。
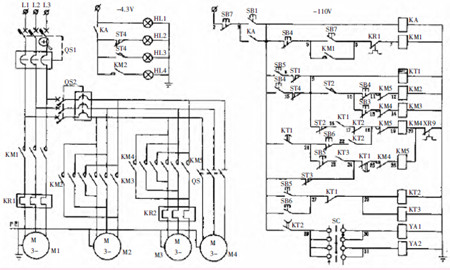
图1 Z3040 摇臂钻床的电气控制原理图
三、电气控制系统的PLC 硬件改造
(一)PLC 硬件任务分析
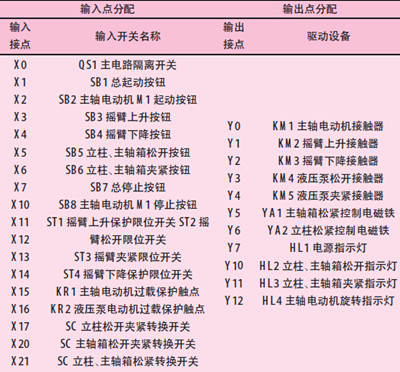
对Z3040 型摇臂钻床进行电气控制线路的PLC改造时,主要是改造控制电路,电源电路、主电路中的接触器触点、热继电器发热元件是保持不变的,原控制电路中的继电逻辑功能采用PLC 控制。为了确保各种联锁功能,需要将位置开关ST1~ST3,按钮开关SB1~SB8,热继电器常闭触点KR1、KR2,立柱与主轴箱松开、夹紧转换开关SC 分别接入PLC 的输入端。控制四个电动机的接触器KM1~KM5,主轴箱控制电磁铁YA1,立柱控制电磁铁YA2,指示灯显示HL1~HL4 分别接入PLC 的输出端。输出器件接触器使用127V 交流电压, 指示灯显示使用6.3V 交流电压。
表1 I/O 分配表及接线图
PLC I/O 接线图
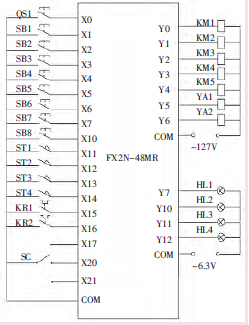
图2 I/O 接线图
(二)硬件改造
Z3040 型摇臂钻床的控制系统有18 个输入点,11 个输出点,根据接点数量,并考虑系统的扩展功能,选择三菱FX2N-48MR(24 点输入/24 点输出)继电器输出型PLC。所有的电器元件还是采用改造前的型号,其安装位置也不变。表1 为Z3040 型摇臂钻床各输入/输出点的PLC 地址分配及接线图(图2)。
四、PLC 软件设计
根据Z3040 型摇臂钻床的控制电路及各个输入/输出点的PLC 地址分配,设计该电气控制系统的PLC 梯形图,如图3 所示[7-9],其功能控制及调试实现如下所述。
(一)编程控制环节
采用通用辅助继电器M0~M3 作为中间环节,为编程简单化做好准备。按下QS1,引入三相电源,X0接通,M0 得电;按下SB1,控制电路电源接通,X1 接通,M1 得电;按下SB3 或SB4,开启摇臂上升或下降工作,X3 或X4 接通,M2 得电; 按下SB5 或SB6,立柱、主轴箱松开或夹紧,X5 或X6 接通,M3 得电。时间继电器按3 秒设置, 另考虑时间继电器瞬时触点功能,采用M4 实现T0 时间继电器瞬时特性,M5 实现T1 和T2 时间继电器的瞬时特性。
(二)主轴电动机控制
QS1 接通,X0 接通。SB1接通,X1 接通。按下SB2,主轴电动机M1 起动,X2 接通,Y0 接通。SB8 为主轴电动机M1 停止按钮,X10 实现,X15 接主轴热继电器保护触点。
(三)摇臂上升、下降,放松、夹紧控制
按松开摇臂,再移动摇臂,移动到位后自动夹紧摇臂方式工作。按下SB3 或SB4,X3 或X4 接通,时间继电器T0 及M4 得电,Y3 接通,液压电动机供出压力油松开摇臂,摇臂松开后,ST2 摇臂松开限位开关断开,即X12 断开,Y3 失电。此时Y1 或Y2 支路中X12 接通,Y1 或Y2 得电,摇臂上升或下降。摇臂上升或下降到需要位置时, 松开SB3 或SB4,X3 或X4 断开,Y1 或Y2 失电, 摇臂停止上升或下降。Y4支路中因T0、M4 的断电,使得Y4 接通,液压电动机分配压力油夹紧摇臂。摇臂夹紧时,ST3 摇臂夹紧限位开关断开,X13 处于开断状态,Y4 失电,完成了摇臂先放松,再上升或下降,最后夹紧的工作过程。
(四)主轴箱、立柱放松、夹紧控制
将SC 立柱、主轴箱转换开关置于X21 接通状态,则立柱、主轴箱松开或夹紧可同时进行;SC 置于X17 接通状态, 则立柱可松开或夹紧;SC 置于X20接通状态, 则主轴箱可松开或夹紧。考虑SC 置于X21 接通状态,按下SB5,X5 接通,M3 得电,T1、M5、T2 得电,使得Y5、Y6 得电,主轴箱、立柱松紧电磁铁YA1、YA2 通电吸合,为主轴箱、立柱松开做准备。另一方面,T2 延时触点得电后使得Y3 得电,控制着立柱、主轴箱松开。立柱、主轴箱松开后,手动立柱回转或主轴箱径向移动。移动到位后改按SB6,X6 接通,X5 断开,Y4 得电,控制着立柱、主轴箱夹紧。
(五)指示灯控制
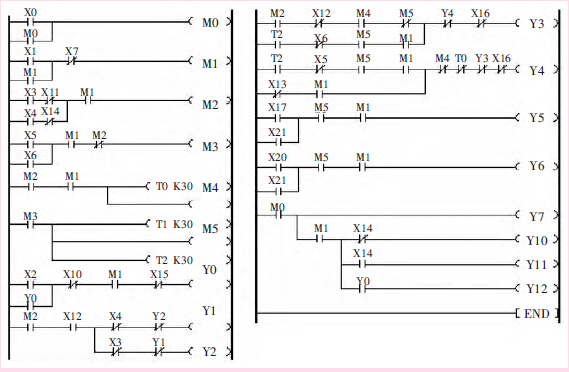
图3 PLC 梯形图
Y7 因QS1 上电使得X0 接通而得电,HL1 电源指示灯亮。Y10 因ST4 复位使得HL2 立柱、主轴箱松开指示灯亮。Y11 因立柱、主轴箱已经夹紧使得HL3 立柱、主轴箱夹紧指示灯亮。HL4 是当主轴电动机旋转时伴随着发亮。
(六)调试
将18 个各输入元器件按图2 接到PLC 的输入端,可先用11 个LED 灯代替各输出元器件,把如图3 所示的PLC 梯形图程序输入到FX2N-48MR 可编程控制器中,按Z3040 型摇臂钻床的动作顺序操作接在PLC 输入端的指令开关, 通过观察LED 灯的点亮和熄灭变化情况,灯亮即为有输出接通,灯灭即为关断无输出,逐段调试程序直到完全符合控制系统要求。然后再接上各实际输出设备,继续调试,使之符合预期要求, 接上主电路即可完成改造工作。
五、结束语
采用PLC 改造后的Z3040 型摇臂钻床操作控制方便、抗干扰且响应快,故障少且易维护,提高了设备生产效率。既保证了原电路的工作逻辑关系和整机的安全性能, 而且还可适应经常变动的工艺条件,有较好的经济效益预期,对其它同类设备的技术改造有一定的借鉴作用。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

