


错齿内排屑刀具深孔加工中的刀具振动特性对孔圆度形貌的作用机制
2018-4-23 来源:西安理工大学 机械与精密仪器工程学院 作者:孔令飞,牛晗,侯晓丽,林宏斌,王杰
摘要: 依据错齿内排屑刀具深孔加工的实际特点,构建了受刀具横向振动特性影响的加工孔圆度形貌模型。运用动力学半解析法,在保证刀具系统动态分析精度的前提下,将复杂深孔刀具系统离散为多段具有局部特征的梁单元,其中相邻单元之间满足模态形函数传递矩阵的连续条件。结合 Newton-Raphson 迭代法,给出了深孔圆度形貌形成轨迹的数学描述,以及深孔刀具动态特性与加工孔圆度形貌之间的关联关系。通过数值算例验证了所提出方法的可行性,同时为实现深孔切削过程加工孔圆度误差的预测与控制奠定了基础。
关键词: 机械制造工艺与设备; 深孔钻削; 刀具振动; 圆度形貌; 半解析法
0、引言
精密高效的错齿内排屑刀具( BTA) 深孔钻削技术是当今兵器工业、新能源装备制造和高新技术产业对深孔零件加工提出的迫切需要。然而,由于深孔钻削机理的复杂性,实际加工中刀具系统需要承受切削力波动及刀具回转惯性等的影响,而这些载荷又随着加工参数的变化而变化,致使刀具所表现出的动态行为极其复杂,进而对加工孔品质产生极大影响。那么,如何构建更加精确的深孔刀具系统动态模型,探明加工参数与加工孔精度的映射关系,实现高效、准确地预测与控制加工孔品质,就成为深孔钻削研究的热点和关键问题。
Mehrabadi 等构建了考虑钻削过程阻尼和质量偏心影响的刀具系统动力学模型,讨论了刀具动态运行轨迹及其相应的孔圆度形貌特征,并结合实验证实了该模型的准确性。Bayly 等依据钻削加工过程的实际特点,研究了颤振对钻削刀刃切削力和 碰 摩 力 的 影 响,分析了叶瓣孔的成形机理。在此基础上,Deng 等运用 Euler-Ber-noulli 梁单元模型,并结合深孔切削力的傅里叶函数形式表达式,给出了深孔加工圆度误差计算模型,进而对波纹型与叶瓣型深孔的形成机理进行了研究。但是,由于刀具系统结构的复杂性,这些将切削力简化为一阶径向波动分量形式,或是将刀杆简化为简支梁模型,以期得到加工孔圆度形貌的数值解或解析解,就不可避免地丢失刀具系统的一些动力学特性。在实际的深孔加工刀具系统中,刀具经常是由多个部件组成的连续体,且包含有多段刀杆及特殊构造的刀头,因而难以用简单模型来描述,必须构建更加精确的深孔加工刀具系统模型。
针对上述问题,本文将复杂深孔刀具系统离散为多段具有局部结构特征的梁单元,而相邻单元之间满足模态形函数传递矩阵的连续条件。然后,利用 Newton-Raphson 迭代法,并结合 BTA 深孔钻削力的傅里叶多阶谐波形式,给出了深孔圆度形貌形成轨迹的解析形式。据此,研究了深孔刀具动态特性与加工孔圆度形貌之间的关联关系,以及在深孔低速切削过程中易出现叶瓣孔型的成因及其机理。数值算例验证了本文所提出方法的可行性,该方法将为实现深孔切削过程加工孔误差的预测与控制奠定基础.
1、BTA 深孔钻削系统的动态方程
1. 1 BTA 深孔钻削系统的模型
深孔钻削加工是将特殊构型的切削刀具装在圆形空心钻杆上,使得工件相对于刀具作高速旋转运动( 或刀具相对于工件作高速旋转运动) 。通过授油装置将高压切削液沿着钻杆与孔壁之间的缝隙喷入切削区域,利用切削液自身压力实现刀具切削部分排屑、冷却和润滑。图1为钻杆系统示意图。
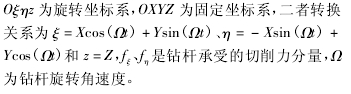
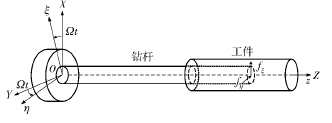
图1 深孔钻削刀具系统示意图
采用 Lagrangian 变分原理,如图 1 所示的深孔刀具系统应满足:
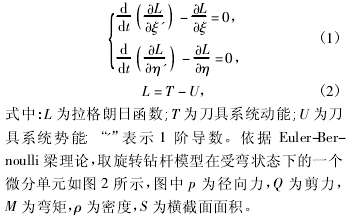
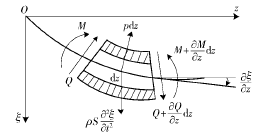
图2 BTA 钻杆微分单元
由图2可以得到 BTA 旋转钻杆系统的动能表达式为

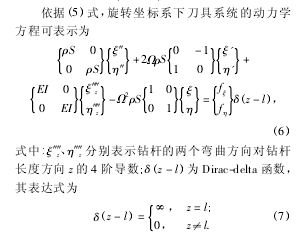
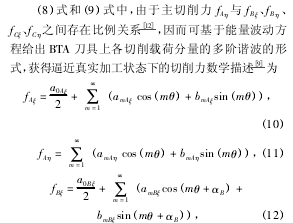
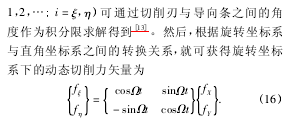
1. 2 BTA 深孔加工刀具的动态切削力求解( 6) 式的刀具动态轨迹时,迭代过程需要主切削刃上的切削力、导向块上的正压力及摩擦力矢量的多次求和,而矢量力叠加的协调精度不仅影响到求解刀具动态响应是否收敛,而且对被加工孔圆度误差预测及其演变规律的定量分析具有重要影响。为了方便计算各切削分力的矢量和,可将旋转坐标系下所描述的刀具受力系统转化到直角坐标系,如图 3 所示。图 3 中: A 表示 BTA 深孔加工刀头的主切削刃,B、C 表示其两个导向块; fAξ、fBξ和 fCξ分别表示切削刃 A、导向条 B 及导向条C在动坐标系ξ方向上的受力,而 fAη、fBη和 fCη分别表示切削刃 A导向条 B 及导向条 C 在动坐标系 η 方向上的受力; θ为刀具旋转角度,θ = Ωt; αB和 αC分别为切削刃与导向条 B 和 C 的夹角。因此,实际深孔钻削中,t时刻加工刀具在 X、Y 方向上所承受的矢量叠加力可表示为
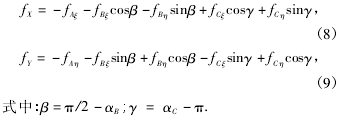
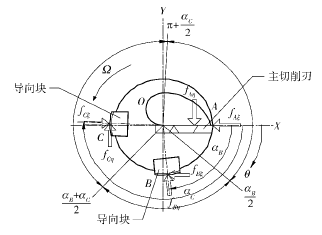
图3 BTA 深孔加工切削力分布
由图2可以得到 BTA 旋转钻杆系统的动能表达式为
2 、深孔圆度形貌的形成轨迹
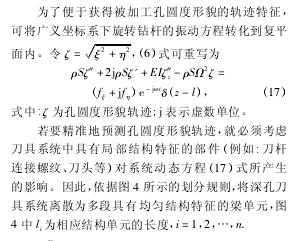
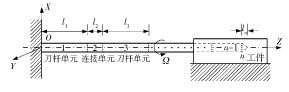
图4 深孔钻削刀具系统模型
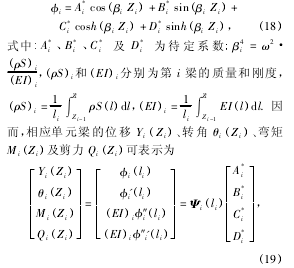
图4中,经离散化处理后的深孔刀具系统可分为 n 个结构单元,其中第 i 段梁的模态函数为
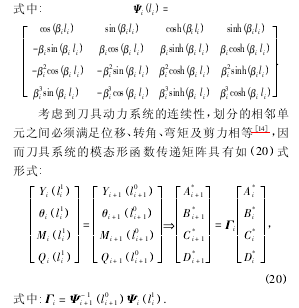
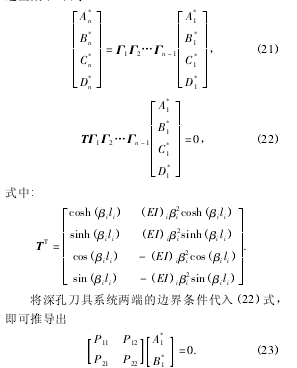
采用与( 20) 式相似的推导过程,若取 i = 1,2,…,n 时,则自由边界条件下 BTA 深孔刀具系统模态形函数的传递矩阵可写为(21)式的形式。Deng 等和 Hussien 等的研究结果表明深孔刀具系统的边界条件可假设为简支梁,且具有足够的精度。因此,根据(22) 式的刀具单元模态传递形式,并综合考虑边界条件,便可得刀具系统的连续传递函数(22) 式。

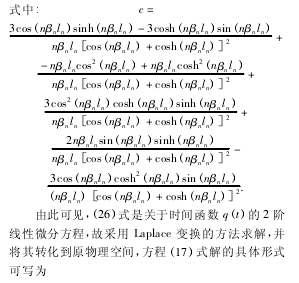

就(27) 式的本质而言,被加工孔的动态形貌轨迹 ζ( t) 是深孔刀具振动过程中 n 阶振动模态函数的叠加。利用( 27) 式,并结合 Shunmugam 提出的最小二乘圆法,即可很容易地获得被加工孔的圆度误差。
3 、方法验证
为了验证方法的可行性,运用上述理论和算法编制程序,将计算结果与文献的实验结果进行对比。相关计 算参数如下: 钻杆材料密度为7860 kg / m3,弹性模量为 2.06×1011Pa; 刀具直径分别选用 18. 91 mm 和 26. 40 mm 两种,其中刀具直径为 18. 91 mm 时,钻杆的内径与外径分别为11. 5 mm和 17 mm,而当刀具直径为 26. 40 mm 时,钻杆的内径与外径分别为 14 mm 和 22 mm.
表1 为在不同切削转速、进给量及加工深度条件下,计算得到的被加工孔圆度误差数值。由表 1可以看出,当选定加工深度时,若改变钻削进给量、切削转速或钻杆直径参数,被加工孔圆度误差的预测结果与实验结果的变化趋势是相同的,即随着钻削进给量的增加、切削转速的增大及钻杆直径的减少,被加工孔的圆度误差均在不同程度上增大。例如当选定加工深度为 150 mm 时,钻削进给量从0.05 mm / r 增加到 0. 1 mm / r,圆度误差的预测结果从 2. 9 μm 增加到 4. 9 μm,而实验结果则从 2. 7 μm增加到 4. 8 μm; 若选定加工深度为 200 mm 时,切削转速从 390 r/min 增加855 r/min,圆度误差的预测结果与实验结果分别从 2. 8 μm 增加到 4. 9 μm 和从 2. 6 μm 增加到 5. 2 μm. 此外,尽管孔圆度误差的预测结果与实验结果存在一些差异,但二者之间的误差几乎都在 10% 以内,这表明本文所提出的方法适用于预测被加工孔的圆度误差及其变化趋势,且具有较高的精度。然而,就预测结果与实验结果之间的差异而言,主要是由于本文采用的切削力模型尚存在不足之处,例如导向块与孔壁表面之间的摩擦效应、材料本身的性能等因素未被考虑。
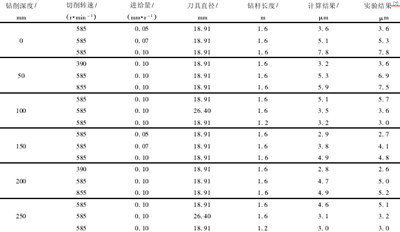
表1 圆度误差的理论计算与实验结果对比
4 、应用算例与分析
本节将运用前文所述的算法编制程序,探究不同切削转速条件下,刀具中心动态轨迹与孔表面圆度形貌之间的关联联系,进而为实际加工过程中精准预测或控制被加工孔的圆度误差奠定基础。图5~图 7 分别给出了当进给量为 0. 1 mm/r、钻杆长度为 1. 6 m 及刀具直径为 18. 91 mm 时,选取390 r / min、560 r / min 和 830 r / min 3 种不同切削转速进行加工,获得的刀具中心动态轨迹。从图5~图7中可以看出,随着切削转速的增大,刀具中心动态轨迹的振动范围不断增大,但振动特征却呈现出明显差异。例如当刀具转速为 390 r/min 时,刀具中心的动态轨迹呈现出明显的 4 波瓣轨迹,而切削转速为560 r / min 和 830 r / min 时,上述现象却并不明显。为了进一步研究孔圆度形貌的形成机制,可取上述相同的加工参数,绘制出孔圆度形貌轨迹,如图8所示。从图 8 中可以看出,对于 3 种不同的切削转速而言,刀具每切削一个周期所形成的圆度形貌轨迹与相邻两周之间均存在着一个相位差εp,进而造成了相邻切削周期内所形成的孔型存在角度差异。若相位差εp越小,则相邻切削周期的孔型偏差也就越小。结合 Bayly 等和 Tlusty的研究可知,孔圆度形貌的偏差与刀具系统固有特性有着直接联系。基于此,利用本文所述的数值计算方法,获得深孔刀具系统的第 1 阶固有频率为 25. 2 Hz,将其转化成相应的转速单位为 1 510. 8 r/min. 若选取切削转速为 390 r/min 时,该值恰好接近于固有频率的四分之一( 即 377. 7 r/min) ,因而被加工孔圆度形貌呈现出明显的 4 瓣特征,如图 8 ( a) 所示。图9 ~图 12给出了当切削转速分别为深孔钻杆系统第 1 阶固有频率的 1 /2、1 /3、1 /4 和 1 /5 时,计算获得的刀具中心动态轨迹,相应的波瓣数为 2 瓣、3 瓣、4 瓣、5 瓣。通过上述数值算例可以看出,虽然实际钻削中引发孔圆度形貌变化的原因不同,但其形成的过程和出现的规律是相同的,即孔圆度形貌与刀具系统的低阶固有频率及激励频率有着最为直接的联系。
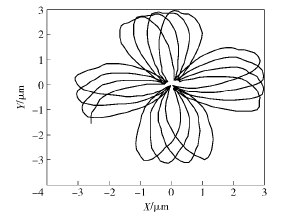
图5 当 Ω = 390 r/min 时刀具中心的动态轨迹
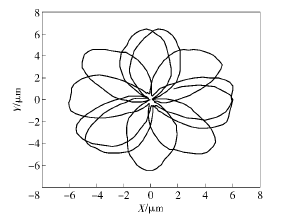
图6 当 Ω = 560 r/min 时刀具中心的动态轨迹
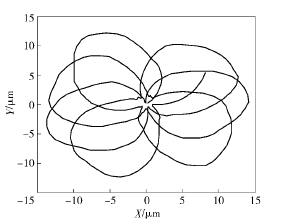
图7 当 Ω = 830 r/min 时刀具中心的动态轨迹
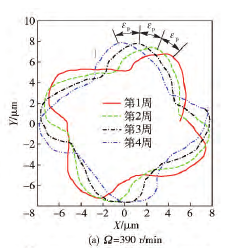
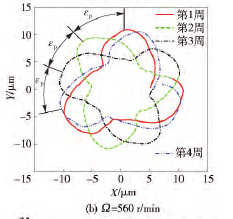
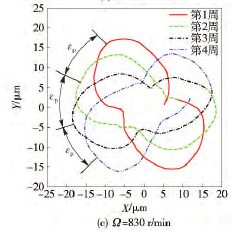
图8 不同转速时孔表面圆度的二维形貌轨迹
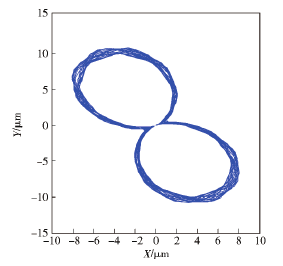
图9 当 Ω = 755. 4 r/min 时刀具中心的动态轨迹
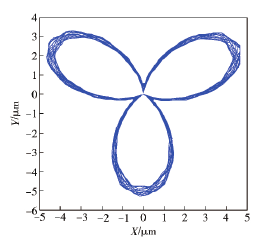
图10 当 Ω = 503. 6 r/min 时刀具中心的动态轨迹
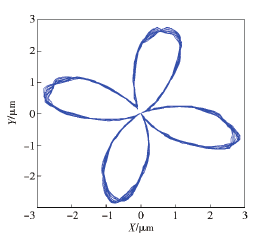
图11 当 Ω = 377. 7 r/min 时刀具中心的动态轨迹
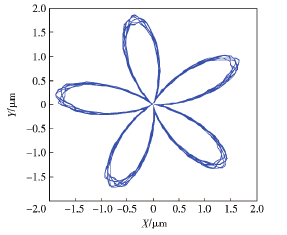
图12 当 Ω = 302. 16 r/min 时刀具中心的动态轨迹
5 、结论
考虑到实际深孔加工刀具系统结构的复杂性,将刀具系统离散为多段具有局部结构特征的梁单元,其中相邻单元之间满足模态形函数传递矩阵的连续条件,进而构建了深孔圆度形貌形成轨迹的解析表达式。运用该数值计算方法,研究了刀具动态特性与加工孔圆度形貌之间的关联关系。由数值计算结果可以看出,虽然深孔钻削过程中引发孔圆度误差变化的原因不同,但其形成的过程和出现的规律是相同的,即孔圆度误差形貌与刀具系统的固有频率及激励频率有着最为直接的联系。此外,算例结果也验证了本文所提出的方法适用于探究被加工深孔圆度误差的变化规律,这些将为实现深孔切削过程加工孔圆度误差的预测与控制奠定基础,且具有足够的精度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

