


XH718 机床超长刀杆镗孔振颤问题的解决方案
2020-6-22 来源:四川信息职业技术学院机电工程系 作者:尹存涛
摘要: 对于一般的刀杆,在长径比超过 4 倍的深孔镗削过程中刀具通常会产生振颤,使得加工质量无法保证。一般情况下,影响金属加工表面的质量因素有机床本身、系统伺服调整、刀具、被加工工件以及其他的外界干扰等。通过调整与主轴速度控制相关 PMC 信号相适应的频率响应,充分应用 CNC 有关数字式伺服主轴振动抑制功能,解决了生产实际应用中的振颤问题。
关键词: 深孔; 振颤; 抑制
对于一般的刀杆,在长径比超过 4 倍的深孔镗削过程中刀具通常会产生振颤,使得加工质量无法保证。一般情况下,影响金属加工表面的质量因素有机床本身、系统伺服调整、刀具、被加工工件以及其他的外界干扰等。
刀具方面的因素主要是刀具的动刚度和几何参数。减小刀杆悬伸长度和增加刀杆的直径对于减小刀杆的变形量是有利的。
但是受加工工件尺寸的限制,改变这两个参数是不现实的。另外,通过减小切削量来降低切削力也可以达到减小刀杆变形量的目的,但这样势必导致生产效率的下降,而且在某些情况下,即使减小切削力也不能达到加工要求。
通过调整与主轴速度控制相关 PMC 信号相适应的频率响应,充分应用 CNC 有关数字式伺服主轴振动抑制功能,成为问题解决的基本思路。
1 、问题产生
某机床用户设备为 XH718 机床,加工现场需要使用的镗刀刀杆直径与刀杆长度比分别为 61 ∶ 375、63 ∶ 375、65 ∶ 375。此长径比已经超过 5,甚至有的特殊零件还需要超出该值达到 6 以上。其粗镗、精镗时镗刀杆振颤,导致孔壁出现幅度较大且不规则的震纹,如图 1 所示。
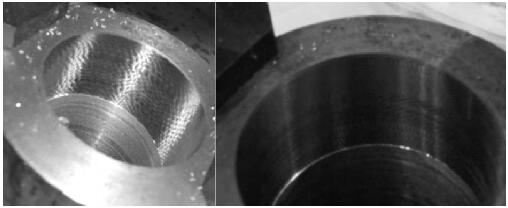
图 1 幅度较大且不规则的震纹
2 、问题分析
分析图 1 所示不规则的震纹产生原因,先排除机械结构与加工工艺方面的问题。
( 1) 检测 XH718 机床主轴箱本体 ( 上、下箱体) 孔系加工、装配均符合图纸及工艺要求,传动齿轮齿系符合图纸及动平衡要求,所选传动轴承及装配符合工艺要求;
( 2) 检测与镗孔直接相关的 Z 向传动副、移动副装配合格;
( 3) 从用户现场精镗孔实际分析,主轴转速、切削进给速度在合理范围,切削三要素中的 “切削深度”仅仅 0. 5~1 mm。此时镗刀刀杆承受的轴向力和径向力均不大,主轴本体承受的切削扭矩不大。
该 XH718 机床主轴电机使用 “速度控制方式”。依据 XH718 机床主轴箱三档变速、主轴机械结构特点,分析数字式主轴伺服系统与速度控制相关 ( 信号) 软件的图形测量结果,通过调整与主轴速度控制相关 PMC 信号相适应的频率响应,充分应用 CNC有关数字式伺服主轴振动抑制功能,成为问题解决的基本思路。
2. 1 主轴系统动态性能测量的实际意义
( 1) 对数控系统内部软件、伺服系统软件的运行状态有更为深刻的了解,在脱开 CNC 软件控制下的主轴系统监视、测量、力扰动扭矩的实际构成,对外部机械结构及外置编码器系统的优化提供了参考。
( 2) 在测试过程中对刚性攻丝同步偏差、定向时位置偏差、定向时序数据、电机速度-位置反馈积累等系列数据的测定,为系统应用拓宽了思路。
( 3) 对 CNC 内部的软件运行状态做深入的实践,便于改善机床的机械装置,甚至为机械设计提供优化建议。
2. 2 数字式 主轴伺服系统与速度控制相关 ( 信号) 的测量
( 1) 主轴速度检测主轴在各档位状态下旋转速度数值准确、稳定(无阶跃、无突变) 是机床的基本要求,必须与XH718 主轴转速 - 功率 - 扭矩曲线相吻合。通过对机床主轴分别在各档位 ( 500、800、1 200、2 000r / min) 的速度监测,显示 CNC 控制的主轴各档位实际输出转速与设计要求相符。
( 2) CNC 速度指令与电机速度反馈等信号检测CNC 速度指令、CNC 转矩指令、电机速度是主轴速度控制方式的权重指标。根据对单一指令 ( 信号) 的测量和相关指令 ( 信号) 的综合测量,包括
对 CNC 速度指令 ( VCMD) ,CNC 转矩指令 ( TCMD) ,电机速度 ( SPEED) ,CNC 速度指令-CNC 转矩指令,电机速度-电机电流幅值 ( SPEED-INORM) ,电机速度-CNC 转矩指令 ( SPEED-TCMD
) ,电机速度-速度偏差 ( SPEED-VERR) ,电机速度-位置反馈累积( SPSPEED-PCPOS) ,CNC 位置偏差-CNC 速度指令数据 ( ERRC-SPCMD) ,电机检测器 A/D 数据 A、B( PA1 - PB1) ,电机速度 - CNC 速度指令 ( SPEED -SPCMD) ,DC 电压环 ( VDC) 等信号的实际测量可知: 主轴速度控制方式下,主轴伺服环路的 DC 电压、主轴系旋转峰值电流、电机反馈累积、电机速度
偏差、电机检测器相位数据等对主轴电机速度响应影响不大,主轴电机速度与 CNC 速度指令重合。
( 3) 主轴系旋转惯量的匹配主轴电机的旋转惯量为一定值,但主轴传动链的齿轮系旋转惯量较为复杂,并且有随机不同的特点。
由于伺服主轴 CNC 扭矩指令存在高频成分 ( 图 2) ,主轴电机旋转起动后经过主轴传动链齿系而被放大,导致长刀杆远端刀尖与孔壁的接触振颤。
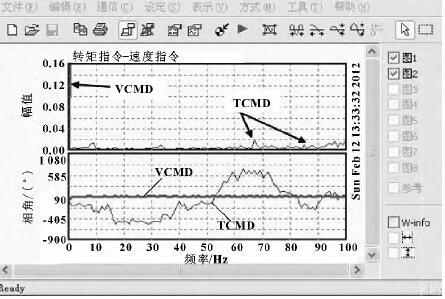
图 2 CNC 速度指令-CNC 转矩指令 ( VCMD-TCMD)
通过排除 ( 改善) CNC 扭矩指令的高频成分,利用 CNC 内嵌的扭矩指令过滤器功能、HRV 过滤器功能、外力干扰输入功能有效地抑制主轴随动系统的高频振动。依据 XH718 机床主轴结构特征,使用并充分发挥上述 CNC 系统功能,主轴速度环增益的设定调整成为主轴伺服系统应用的基本。
2. 3 主轴速度环路频率响应测量,增益设定与调整
调整主轴系速度环增益,直接与位置环路的高增益化相关。合理地设置主轴速度环路增益有利于提高外力干扰控制性能,以便在没有增益数据超程、主轴系旋转没有振荡前提下稳定运行。在
XH718 主轴速度控制及主轴定向动作中齿轮啮合信号 ( CTH1A、CTH2A) 至关重要,也是 XH718 机床主轴系频率响应测定的最重要环节。
( 1) 测定齿轮啮合信号 ( CTH1A、CTH2A)齿轮啮合信号 ( CTH1A、CTH2A) 的状态要求是测定规则约定的主要项目,如图 3 所示。
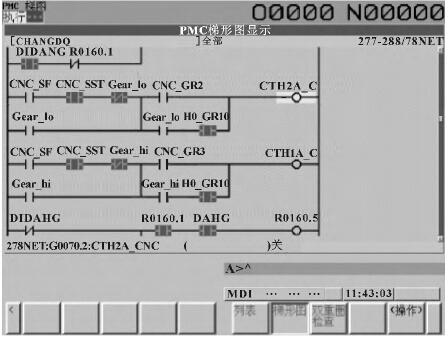
图 3 XH718 主轴系频率响应测试的相关内、外信号
用一个小程序将 CNC 系统 需要的 CTH1A、CTH2A 信号状态在 XH718 各档位均设置为约定要求,再满足其他测量条件即可准确获取 XH718 主轴系的频率响应曲线,进而找到主轴系工作状态下的谐波频域。
( 2) XH718 主轴系频 率 响 应 曲 线 及 速 度 环 路增益图 4 和图 5 表明在同一台机床主轴系上,不同的速度环路增益 ( 积分) 数据值导致主轴频率响应曲线有明显差异,得到的二维傅里叶频谱图也就各不相同。
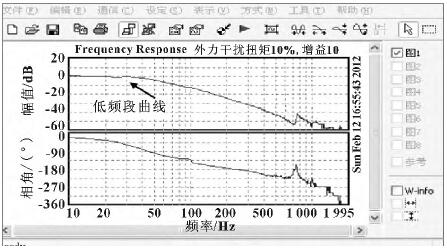
图 4 速度环增益为 10、积分增益为 10测量的 XH718 主轴系频率响应
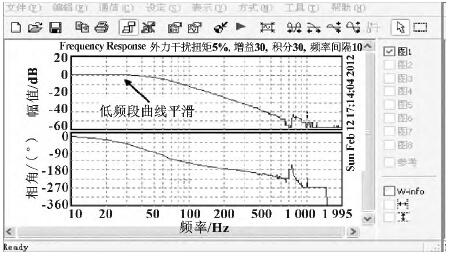
图 5 速度环增益为 30、积分增益为 30测量的 XH718 主轴系频率响应
测量的 XH718 主轴系频率响应找到适合的增益数据值并符合理想的主轴频率响应曲线,为扭矩指令过滤器、HRV 过滤器、外力干扰扭矩输入功 能的应用 提供条件,从而达 到抑制XH718
主轴系在长径比刀杆 ( 超过 1 ∶ 5) 镗削加工过程中振颤目的。
2. 4 扭矩指令过滤器
对 CNC 扭矩指令应用 1 次低通滤波,以避免高主轴系旋转时在高频 ( 数百赫兹以上) 的共振。对于 XH718 机床使用的 ai I15/7000 型低速特性用主轴电机具体的参数体现为: 扭矩指令过滤器时间常数。
2. 5 HRV 过滤器
CNC 具备的 HRV 过滤器具有衰减导致振荡的某一频率带宽信号的作用。对于主轴惯量较大的主轴系统更要重视 HRV 过滤器的使用。当频率大于 200 Hz 区域中具有较强的共振点而难以提高主轴 ( 齿轮) 系速度增益时,使用 HRV 过滤器达到提高主轴系速度环路增益的目的,从而获得更加平滑、理想的主轴系频率响应曲线。
HRV 过滤器是在主轴速度环路基础上使用扭矩指令过滤器 ( 图 6) ,通过使用所设定的频率带宽的信号衰减来避免主轴系共振。FANVC 提供了 4 级过滤器,根据各级的中心频率、带宽、衰减
3 组参数,设定过滤器特性。
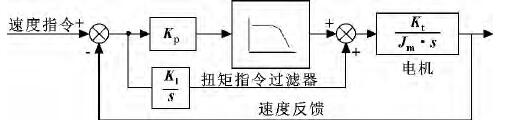
图 6 使用扭矩指令过滤器后速度环路的软件配置
由图 6 可知,扭矩指令过滤器数据值的设定与速度环增益数据值呈反比。
图 7 是 XH718 实物机床主轴速度控制方式存在的共性振荡频域,使用如图 7 ( a) 所示的 3 级过滤器参数设定后测量得到的频率响应曲线如图 7 ( b)所示。
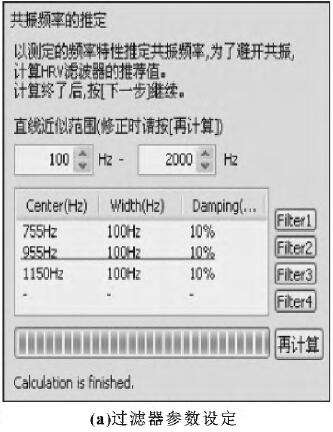
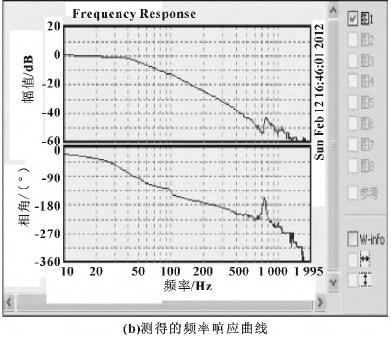
图 7 过滤器设定后的频率响应曲线
在实际测量、调试实战中,多次改变主轴速度环路增益数据值、扭矩指令过滤器数据值,直到获得低频区域满意的频率响应曲线。
2. 6 外力干扰扭矩输入功能
向 CNC 施加正弦波形状的外力扰动扭矩指令,测量对于外力干扰扭矩指令的扭矩频率响应的增益。图 8 表示在 XH718 机床的主轴系速度环路中使用了以扭矩指令过滤器为核心基础的速度环路控制器。把速度环路控制器的输出作为扭矩指令,然后施加正弦波外力干扰扭矩指令 。
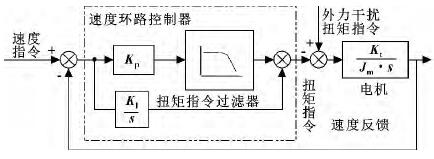
图 8 外力干扰输入功能的软件配置
( 1) 方法。提高外力干扰扭矩指令 ( 正弦波)率,从而改变扭矩指令和外力干扰扭矩指令的振幅以达到提高主轴系增益频率的目的。
(
2) 参数。外力干扰扭矩指令的频率、施加正弦波数量、外力干扰扭矩指令振幅等关键数据用参数设置实现,曲线测量所需的开始 ( 结束) 频率、测量频率间隔及次数、测量时电机速度指令等均用参数设置实现。
3 、问题解决
经过数次摸索测量,在解决用户现场的实际问题中得到 XH718 主轴系实测频谱,如图 9 所示。
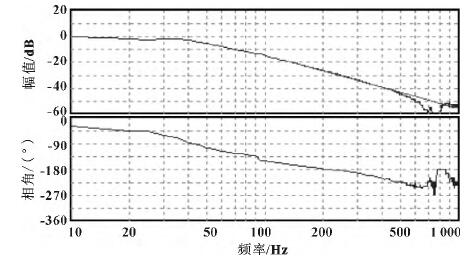
图 9 XH718 主轴系实测频谱
在处理深镗孔振颤问题时,对与镗刀进给直接相关的 Z 轴伺服系统的随动性、频率响应、转动惯量也进行了优化调整。保证 Z 向伺服 ( 镗刀轴) 的低速进给满足稳定、无阶跃要求
。
图 10 是为配合深镗孔需要单独进行 Z 向伺服调整的频谱图。用户现场实际镗孔效果如图 11 和图 12 所示,满足用户加工质量要求。
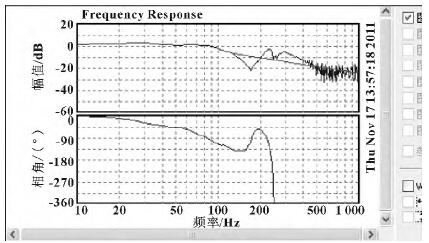
图 10 XH718 机床 Z 向伺服调整频谱图

图 11 车桥深孔镗削效果 图 12 专用车压箱壳体大直径孔镗削
4 、结束语
充分利用 XH718 机床 FANUC 数控系统 Servo Gu-ide 软件功能,将加工过程中干扰后输出的杂乱信号看成有一定振幅、相位、频率的基本正弦信号组合,先找出其中振幅较大 ( 能量较高) 信号对应的频率,然后调整与主轴速度控制相关信号的频率响应,应用CNC 有关数字式伺服主轴振动抑制功能,解决了生产实际应用中的振颤问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

