


小型多功能钻床的PLC改造
2019-6-11 来源:广东省工商高级技工学校 作者: 胡元庆
【摘要】通过改造韶关市博云机械设备有限公司一台多功能钻床,来介绍如何利用PLC来改造设备的步骤。在设备改造过程中,首先要确定被控制对象及其供电类型,根据现场所输入的信号的多少,然后确定PLC的种类以及其I/O点数;再根据原有机床的动作特征,编写实际程序,最后上机调试并确定最终程序。经过调试程序,符合厂家的设计要求。
【关键词】PLC;钻床;供电类型;改造;I/O
一、改造项目介绍
韶关市博云机械有限公司有一台老旧的多功能钻床,但该钻床目前存在以下问题:由于控制模块的故障,目前也无法进行设备钻孔的操作。这台设备原产地为台湾,控制模块在国内目前没有相应的替代产品,要想维修控制模块只能将这个模块寄到原产地进行更换,要进行这个操作首先对该设备报关操作,另外还要将设备款先打过来,整个操作周期顺利的话,也要一个半月时间。在这一段时间内,这台设备要停产,而目前又是生产的旺季,停产会带来较大的损失。工厂的管理人员找到我,希望对该设备进行改造,并提出下面的改造要求:
1、改造的时间越短越好。
2、要增加电压指示功能和相应工作指示灯。
3、系统要有急停功能。
4、另外系统要有当天钻孔次数的显示。
5、要有手动功能和自动功能。
6、可以通过触摸屏和外部按钮双重操作控制。
我接到这个任务后,首先来到设备所在的车间,找到相应设备的管理人员,向其咨询设备的相关的图纸,由于该设备为多手设备,已经被转卖多次,原始资料都已经缺失,无法借助技术资料确定I/O点,通过现场观察和咨询设备管理人员,确定共有7个输入点,6个输出点控制系统5个电动机,一个为润滑电动机,只有单方向动作;一个为传送带电动机,只有单方向动作;一个为上下电动机,具有双向动作;一个为钻头电动机,只有单方向动作,钻头电动机和上下电动机不能够同时动作;最后一个为控制液压油的电磁阀,输出点的供电电压均为交流220V,最终决定使用FX2N-24MR的PLC和三菱GOT1000触摸屏。
二、电路设计
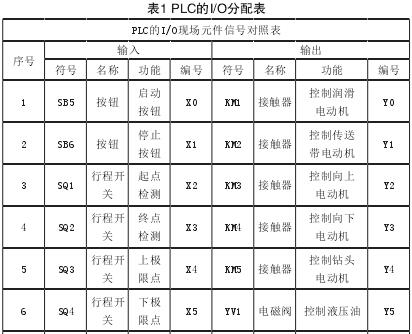
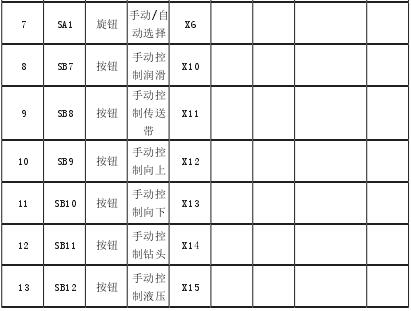
1、根据多功能钻床的设计要求,PLC的I/O分配如表1所示.
2、小型多功能钻床的PLC改造控制系统的电气原理图
根据厂家提出的要求,结合现场观察的结果,最终形成小型多功能钻床的PLC改造电气原理图如图1所示。
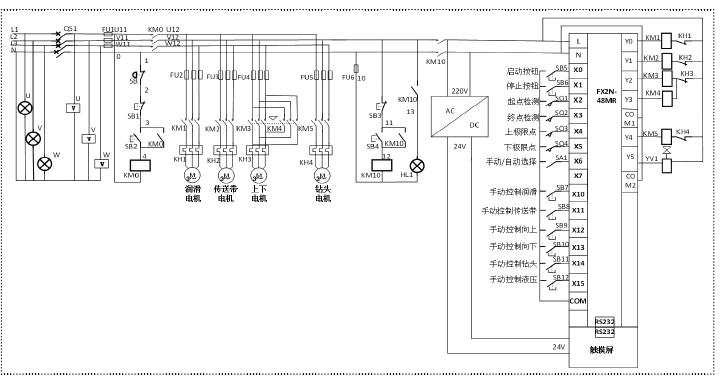
图1 小型多功能钻床的PLC电气原理图
当系统启动后,U、V、W三相电源指示灯亮,代表电源已经进入。合上电源开关QS1,三相电源电压指示仪表开始工作。合上SB2,KM0得电自锁,KM0的主触点闭合,此时三相电源供电给整
个系统的主电路和控制电路。按下SB4,KM1得电自锁,KM1的主触点闭合,此时将单相电源供电给
PLC和直流电源,直流电源轮换后的24V直流电压给触摸屏GOT1000进行供电。到现在为止,整个
控制系统才启动完成。与其配成程序如图2所示。
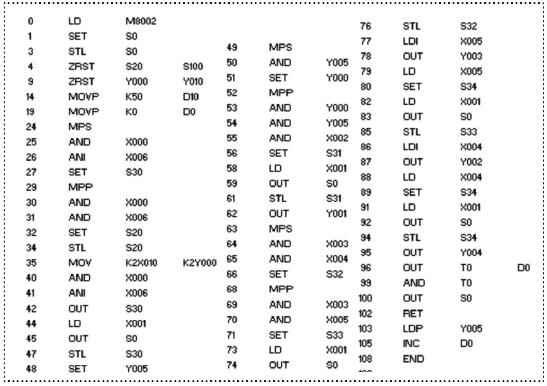
图2 PLC程序指令表
3、程序简单分析
在启动之前要完成供电系统的给电,HL1指示灯要亮。在控制系统启动前,要选择工作方式,当SA1处于闭合状态时,控制系统处于手动控制状态,整个控制系统手动状态可以从触摸屏上启动,也可以从控制柜上的启动按钮启动。在手动状态下,按下SB7,手动控制润滑电机;按下SB8,手动控制传送带电机;按下SB9,手动控制电动机向上运动;按下SB10,手动控制电动机向下运动;按下SB11,手动控制钻头电动机;按下SB12,手动控制液压电磁阀动作。想退回手动状态,只要将SA1断开,再次按下启动按钮系统就会进入自动控制状态。从时传送带的起点检测开始检测有没有要加工的产品,当检测到有产品时,则传送带向前运动,当终点检测开关检测到有有待加工的产品存在时,根据上下电机所在位置,让待加工产品向上或向下运动,到达指令位置,钻头电动机开始动作。钻孔的深度由时间来决定,这个时间在程序初始化的时候就有一个初始值,这个是通过运算得到,钻头电动机的图1 小型多功能钻床的PLC电气原理图速度是一定的,这个速度和时间的积就是钻头钻孔的深度,这个值也可以从触摸屏上设置。也就说,钻孔的深度可以直接从触摸屏上控制。到此为止是多功能钻床的一个动作周期,在钻床设备上的待加工不管在设备的任何位置,只要按下停止按钮,系统回到初始状态,等待下一个要加工产品的出现。由于设备在运动中途停止,而上下电机没有回到极限点停止运行,再次启动设备的时候,一定先手动将上下电机回到极限点。在开机这段时间内,钻头电机钻孔的个数将会在触摸屏上显示。
三、总结
按照图1所示的电气原理图,做好电气柜,将做好程序通过数据线下载到PLC,做好的触摸屏的画面传送到触摸屏,做好这些准备工作。开始调试设备,首先测试外部动作,选择好手动操作控制一切正常;然后选择自动操作,也是一切正常。从开始设计,到设备完成共计用时一天半,也符合博云机械设备厂家的所提出几点设计要求。至于厂家提出其它要求,在我设计的电气原理图当中也都实现了。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

