


曲轴钻铣加工通用夹具的设计
2019-1-17 来源: 湖北职业技术学院 作者:陈继红,彭文烨
摘要: 曲轴是发动机中承受冲击载荷、传递动力的重要零件,其加工制造的质量直接影响发动机的正常工作和使用寿命。通过分析曲轴的机械加工工艺流程,设计一种可加工各类规格曲轴的钻铣加工通用夹具。实际制造和使用表明: 该新型通用夹具结构简单,定位准确可靠,调整变换方便,提高了曲轴生产的效率和质量,降低制造成本。
关键词: 曲轴; 钻铣加工; 通用夹具
曲轴是发动机中承受冲击载荷、传递动力的重要零件,其主要作用是将活塞的往复直线运动转化为旋转运动。曲轴的工作环境和受力状况十分复杂,工作时承受周期性变化的气体压力、离心力以及惯性力等复合作用,因此,在加工制造中,对曲轴各个部分的尺寸精度、位置精度以及表面粗糙度有较高要求。
曲轴的加工方法比较复杂,对轴颈的尺寸和形位公差要求很高,一般采用六级精度以上,表面粗糙度控制在 Ra0. 8 μm 以下。其加工制造的质量直接影响发动机的正常工作和寿命。机床是加工的 “母机”,任何加工制造都离不开机床工具及夹具。
由于曲轴存在两个回转中心: 一个是轴径的中心,另一个是拐径的中心,因此工件在定位装夹时轴径的中心与机床的主轴中心线要满足同轴度要求,这就需要相应的设备工装支持工艺的实现。若继续沿用传统的设备,就显得能力远远不足。
因此,改造升级或创新相应的加工工艺及机床工具与夹具加工制造的能力,已是迫在眉睫。
1 、问题的提出
从曲轴的机械加工工艺流程来看,在曲轴加工过程中: 铣削曲轴端面 ( 其中铣削定位面尤其重要) 、钻中心孔、对曲轴钻斜油孔,这个工序可以选择在铣钻床上进行,利用专门设计的夹具对轴端面及中心孔进行加工,这样安排可以大大提高生产效率以满足大批量生产的要求; 外圆键槽的加工通常选择在立式铣床上进行,内孔键槽的加工选择在插 床上进行等。
曲轴钻铣加工的精度将直接影响发动机的寿命与品质,而先进合理的夹具系统是加工精度的重要保障。曲轴的钻铣加工通常用其主轴颈定位,如使用连杆颈定向,因其生产工序复杂,需要大量的夹具以保证曲轴生产的高精度和高效率,大量的夹具增加了曲轴生产的成本,夹具的频繁调校也给曲轴生产带来了巨大的辅助生产时间,同时夹具调校需要一定的技术才能保证要求。
为了解决以上问题,在深入分析传统曲轴加工所用夹具的技术特点之后,针对曲轴的钻铣加工工序进行通用夹具设计。
2 、新型曲轴钻铣加工通用夹具的设计
2. 1 夹具定位夹紧设计原理
夹具是将工件定位和夹紧的机械装置,在机械加工前,通过工装夹具将工件准确地定位在机床上,使工件相对机床有正确的位置和良好的刚性及稳定性,保质保量完成机械加工的预期任务,达到机械零部件设计所要求的尺寸精度、形位公差精度、表面质量等。
先进合理的夹具是工件加工质量及生产效率的重要保障,是专用机床的核心部件。机床夹具主要由夹具主体、定位元件、夹紧装置、对刀元件、引导元件等组成。
夹具按结构特点及专门化程度主要分为通用夹具、专用夹具、组合夹具和可调夹具 4 种。任何形状的工件在夹具未定位前,均具有 6 个自由度———即沿直角坐标系
X、Y、Z 方向的移动与绕轴向的转动。
要使工件在机床夹具中正确定位,必须限制或约束工件的这些自由度,同时通过机构进行夹紧。
如果某些方向的自由度与刀具运动轨迹无关,这些自由度就可以不限制。零件在加工过程中,需对其6 个自由度进行限制,并保证零件加工过程中正确的定位,使其位置保持不变,如缸体类零件的孔加工一般采用一面两销的定位方式。
借鉴前述文献,此夹具用于曲轴的钻铣加工,在液压系统作用下,采用曲轴头尾主轴颈用 V 形块定位、以连杆颈定向的设计方案。
2. 2 通用夹具结构设计
此夹具由前夹具 3、后夹具 2、定位键 4 和工作台 1 组成,前夹具 3 和后夹具 2 通过安装在工作台 1上的定位键 4 在工作台 1 上定位,用 T 形螺钉 22 固定在工作台 1 上; 前夹具 3 由夹具体 24、活塞 14、连杆 16、压紧杆 15、压紧块 17、V 形夹具 18 和定位块 19 组成,压紧块 17 固定在压紧杆 15 上,V 形夹具 18 可对曲轴的轴向、水平方向和垂直方向定位;活塞 14 安装在夹具体 24 内,固定在油缸 30 上,上下用油缸盖 13、23 压紧,活塞 14 和压紧杆 15 用销轴 26 连接; 压杆 6 通过螺栓 5 固定在压紧杆 15 上,压杆 6 上安装着弹簧 10,在夹具体 24 上安装有一连杆座 27;连杆 16 的一端通过销轴 32 与压紧杆 15 连接,另一端通过销轴 31 与连杆座 27 连接; V 形夹具18 安装在夹具体 24 上; 在V 形夹具 18 的旁边,在夹具体 24 上安装有夹具定位块 19 以及定位块支座21,其作用是对曲轴周向定位,定位块 19 和定位块支座 21 以燕尾导轨形式连接,用螺钉 20 锁紧。
在机床上运用该曲轴钻铣加工通用夹具加工时,先根据所加工曲轴的尺寸,调整好通用夹具的尺寸和距离,安装好所需加工的曲轴,通过液压系统运行油缸 30,液压油从前夹具体 24 上的接头 11 进入油缸 30,活塞14 向上运动,将活塞 14 上部的液压油通过接头 12压回油箱; 压紧杆 15 以销轴 26 为圆心,在连杆 16的拉动下,顺时针转动,同时,连杆 16 也会以销轴26 为圆心顺时针转动; 当压紧杆 15 转动到一定的角度时,安装在压紧杆 15 上的压杆 6 首先接触曲轴的连杆颈,弹簧 10 被压缩,曲轴以主轴颈中心线为圆心逆时针转动,将连杆颈压紧在夹具的定位块 19 上;当安装在压紧杆 15 上的压块 17 压紧曲轴的主轴颈后,曲轴就会在夹具上完全夹紧定位了。
当需要松开夹具时,接头 12 进油,接头 11 回油,其原理和夹紧过程正好相反。为了使曲轴加工时更加稳定可靠,在工作台 1 的相应地方安装了一个后夹具 2,用于夹紧
曲轴两端,后夹具 2 上没有定位块 19 这套装置,其余结构和前夹具 3 相同,工作原理也是一样,前夹具3、后夹具 2 是同一根油管供油、同一根油管回油,这样,前夹具 3、后夹具 2 就可以同时夹紧和张开了。
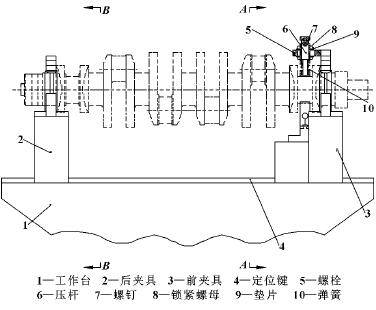
图 1 曲轴钻铣加工通用夹具的主视图
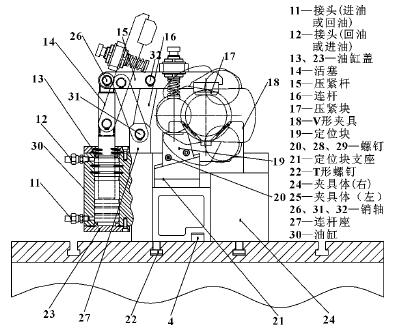
图 2 图 1 的 A - A 剖视图
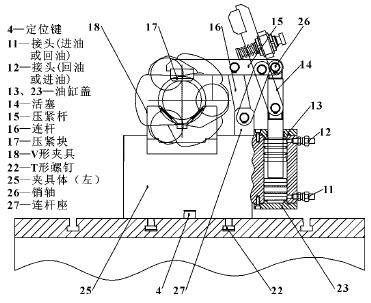
图 3 图 1 的 B - B 剖视图
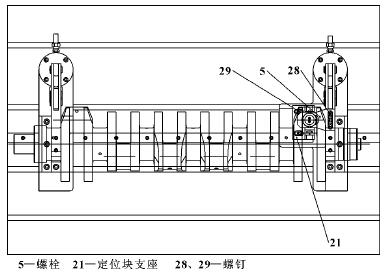
图 4 图 1 的俯视图
夹具的调整: 当需要加工不同型号的曲轴时,对夹具进行调整,只需要松开前夹具 3、后夹具 2 上的T 形螺钉 22,按曲轴两端的定位主轴颈之间的距离在工作台上移动前后夹具,松开螺钉 20,可调整定位块 19 的高低,松开螺钉 28,可调整曲轴周向定位的前后位置,松开螺钉 29、锁紧螺母 8,可调整曲轴周向定位的左右位置,如曲轴主轴颈尺寸发生变化可更换压紧块 17 来满足夹具的夹紧要求。这样,只需更换压紧块 17,基本上就可满足所有曲轴的夹紧定位要求了。
3 、结束语
设计一种在曲轴钻铣加工机床上使用的曲轴钻铣加工通用夹具,此夹具设计简单,使用方便、效果好,制造成本低,定位准确可靠,加工精度高,便于操作。
而且在产品的规格更换时,不需要拆卸夹具体,只要通过螺钉调整即可,充分发挥了该机床夹具作为机床附件在加工过程中的通用性优势,提高了加工的工效和质量,大大缩短了产品生产周期,具有十分显著的经济效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

