
机械加工过程图示
2019-7-23
作者:-
车削加工
车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。

车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法,车削加工的切削能主要由工件而不是刀具提供。车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位。
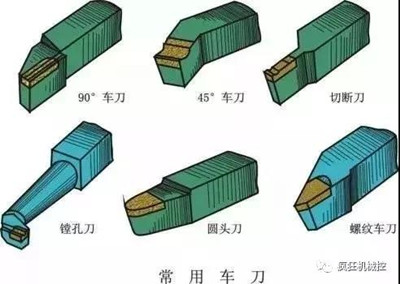
车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀。

在各类金属切削机床中,车床是应用最广泛的一类,约占机床总数的50%。车床既可用车刀对工件进行车削加工,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。
铣削加工
铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形/特征,数控铣床可以进行复杂外形和特征的加工。
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
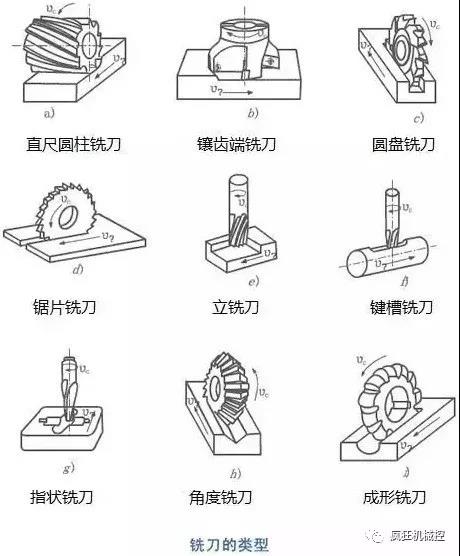
铣削加工是一种常见的金属冷加工方式,和车削不同之处在于铣削加工中刀具在主轴驱动下高速旋转,而被加工工件处于相对静止。
刨削加工
刨削加工是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。刨削加工的精度为IT9~IT7,表面粗糙度Ra为6.3~1.6um。
刨削运动构成:工件的往复直线运动为切削主运动,进给运动是刀具的直线间歇运动。
由于刨削的主运动中存在返回空程,而且往复运动不可能高速,所以生产率较低。由于刨削的特点,刨削主要用在单件、小批生产中,在维修车间和模具车间应用较多。
刨削主要用来加工平面(包括水平向、垂直面和斜面),也广泛地用于加工直槽,如直角槽、燕尾槽和T形槽等、如果进行适当的调整和增加某些附件,还可以用来加工齿条、齿轮、花键和母线为直线的成形面等。
磨削加工
磨削是指用磨料,磨具切除工件上多余材料的加工方法。磨削加工是应用较为广泛的切削加工方法之一。
磨削加工是利用高速旋转的砂轮等磨具加工工件表面的切削加工。磨削用于加工各种工件的内外圆柱面、圆锥面和平面,以及螺纹、齿轮和花键等特殊、复杂的成形表面。由于磨粒的硬度很高,磨具具有自锐性,磨削可以用于加工各种材料,包括淬硬钢、高强度合金钢、硬质合金、玻璃、陶瓷和大理石等高硬度金属和非金属材料。
磨削通常用于半精加工和精加工,精度可达IT8~5甚至更高,表面粗糙度一般磨削为Ra1.25~0.16微米,精密磨削为Ra0.16~0.04微米,超精密磨削为Ra0.04~0.01微米,镜面磨削可达Ra0.01微米以下。
数控加工中心
数控加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。
数控加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。
数控加工中心的综合加工能力较强,工件一次装夹后能完成较多的加工内容,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10倍,特别是它能完成许多普通设备不能完成的加工,对形状较复杂,精度要求高的单件加工或中小批量多品种生产更为适用。
文章来源:疯狂机械控
如涉及版权问题,请第及时告知,我们将立即删除内容!
声明: 本博文仅系博主个人看法,并不代表本网立场,请读者仅作参考并请自行核实相关内容
欢迎各位博主联系本网编辑部,邮箱:skjcsc@vip.sina.com ,电话:010-57729015
名企推荐









