
 | 主讲人:徐正平
|
一、 能源与通信交汇爆发工业革命
1.第一次工业革命
蒸汽机的诞生与廉价报纸的发行构成了第一次工业革命。工业革命又叫产业革命,是指资本主义由工场手工业过渡到大机器生产,它在生产领域和社会关系上引起了根本性变化。
18世纪60年代首先发生在英国,是从发明和使用机器开始的,到19世纪上半期,机器本身也用机器来生产,标志着工业革命的完成,英国之后,法、美等欧美各国也相继进行了工业革命。
2.第二次工业革命
电话、电报的发明与电力工业交汇引发第二次工业革命。
第二工业革命是从19世纪70年代开始的,机械技术的高速发展,特别是20世纪中叶由美国发明的数字化机床技术的诞生,使得制造业发展一日千里,它与石油大量的开采,核能的应用等交集碰撞,使得第二次工业革命的发展来势汹汹。
3.第三次工业革命
互联网计算机通信技术与新能源的交汇,引发第三次工业革命。
它是从21世纪初开始,首先由德国引发,意大利、日本等都非常关注这项工业革命内容。估计从目前开始,还有25-35年的储备期,届时崭新一轮风涌而至的工业革命将喷礴出来。
二、 爆发第三次工业革命的缘由
1. 大量资源消耗
石油开采跟不上中、印等国的需求
石油维持在150美元/桶就引起能源危机
2. 生态环境污染
废气及烟尘排放造成空气污染
废水及有害物质排放造成江河湖海污染
无节制城镇化,农田占用、森林砍伐
3. 劳动力成本不断上升
三、对机床制造技术的影响
节能、环保、绿色、高效、高速、高精度
1. 机床革命的前奏
(1)机床的结构创新
a. 并联机床的发明
1994年的美国芝加哥国际机床展上,美国G&L公司首次亮相了并联机床的雏型,是个六条腿的测量平台。从此机床从传统的C型传动链结构向并联运动发展。
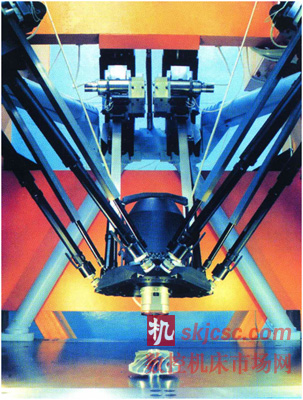
俄罗斯六条腿并联机床
Z3铣头
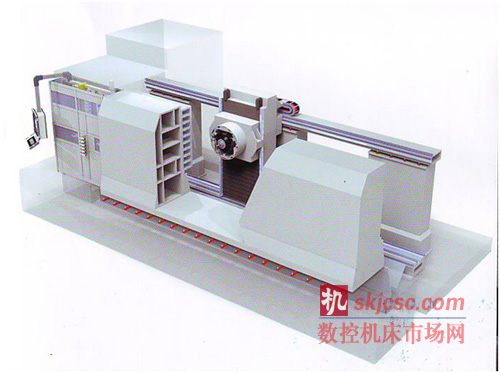
德国DS公司大型落地卧式加工中心
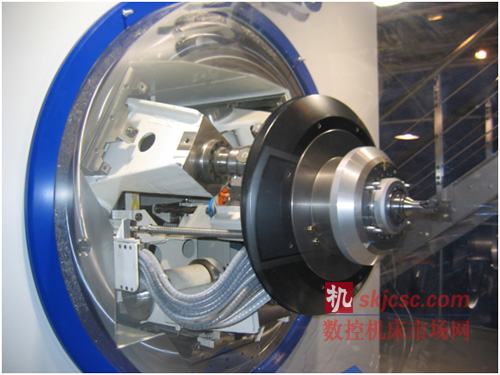
b. 倒置立车的发明
1993年德国EMAG公司发明了倒置立车,特别适宜对轻型回转体零件的大批量加工,随即、倒立加工中心、倒立复合加工及倒立焊接加工等新颖机床应运而生。
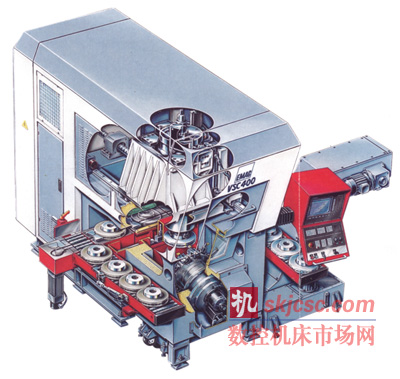
EMAG公司的倒立加工中心
(2)加工工艺的创新
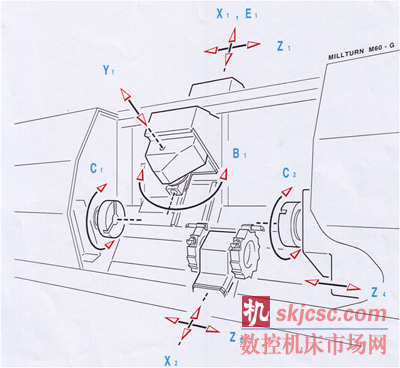
a. 复合加工
上世纪90年代中期,奥地利WFL发明车铣复合加工中心 日本MAZAK认为done in one 是数控机床发展的方向
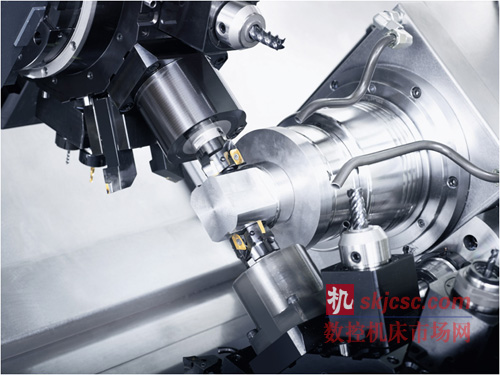
德马吉公司车铣复合加工中心
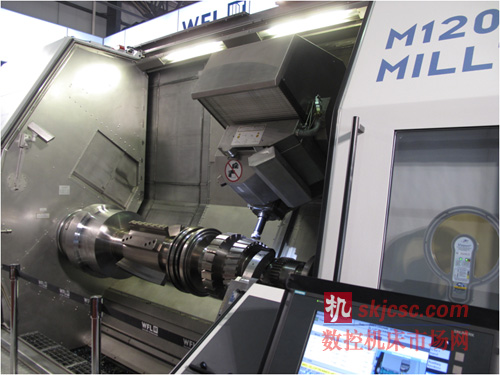
WFL车铣复合加工中心
WFL车铣复合加工中心

瑞士宝美S-191车铣磨插复合中心

德国罗德斯铣磨复合中心RXP600DSH

Roeders RFM760 激光切削与堆焊机床
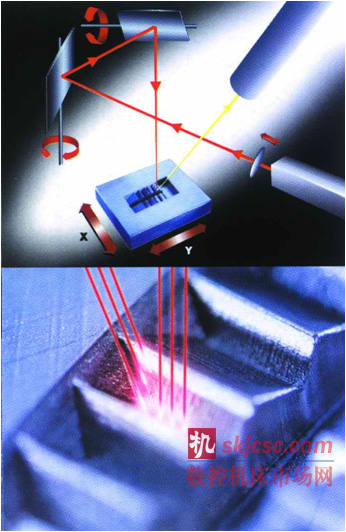
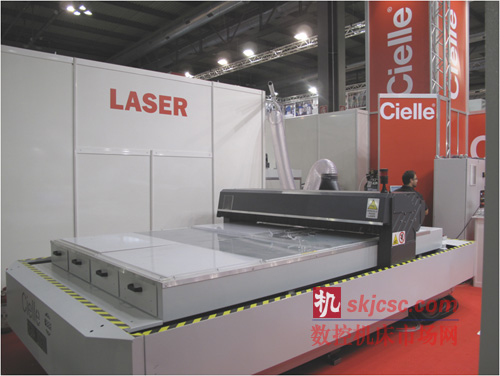
b.激光加工
激光切削 激光成型
DMG公司的DML40 SL,可以把CAD图纸直接输入加工。三个直线轴、两个偏转镜回转轴和一个聚焦轴。激光束以小于200的角度范围射入工件表面,进行加工。
激光脉动方式YAG,激光功率100W,激光束直径Φ0.04~0.1mm,切除率25mm3/min。
DMG公司的DML40激光加工机床

DMG公司的激光 LT Shape
激光成形加工
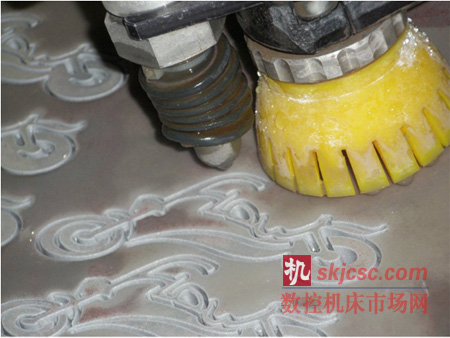
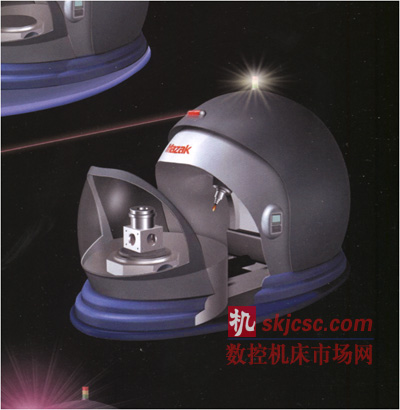
c.超声波振动加工
由工业金刚石颗粒制成的铣刀、钻头或砂轮,通过20000次/S的超声波振动高频敲击,对超硬材料进行精密加工。
机床主轴转速6000r/min,驱动功率10kW,主轴高频振动功率1.5kW。

DMG公司DMS35超声振动加工机床
d. 水切割
水刀就是将普通水经过一个超高压加压器,加压至380Mpa(55,000psi)戒更高压力,然后通过一个细小的喷嘴(其直径为0.010mm至0.040mm),可产生一道速度为每秒915米(约音速的三倍)的水箭,来迚行切割。
水刀分为两种类型:纯水水刀及加砂水刀。
加砂水刀

纯水水刀

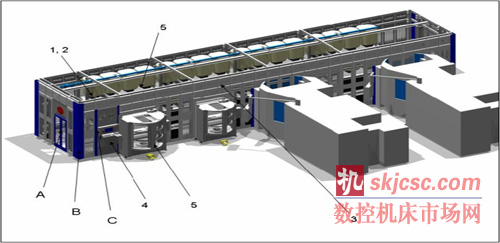
e. 柔性制造(FMS)
对FMS的剖析,应该偏重于总控系统、运输小车、交换托盘库以及清洗机等,机床(主要是卧加)只是加工零件的组成单元。因为由机器人学演绎和发展而来的FMS,主要功能不仅要考验加工单元的自适应能力,更要照顾到工作站周围移动物体能力及响应遥感数据的能力等等。

日本MAZAK柔性制造系统FMS
德马吉公司FMS
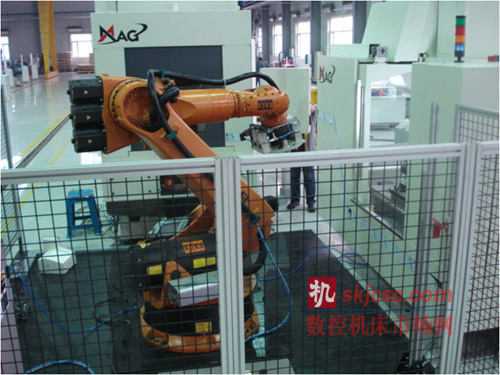
美国MAG公司的FMS
(3)微纳制造
以上海机床厂有限公司创新研发为例
• 该机床主要应用于超硬脆性、超硬合金、模具钢、无电解镀层镍等材料的微小机电光学零部件的纳米级精度磨削加工。
• 加工范围:非球曲面口径<φ10mm
• 定位精度≤0.1µm(100nm)
• 重复定位精度≤0.05µm (50nm)
• 表面粗糙度Ra<0.01µm (10nm)
• 具备在线测量补偿加工、砂轮在机修整和在线修锐功能

上海机床厂有限公司的纳米磨床
(4)令人费解的工作母机
齐齐哈尔二机床生产的缠绕机

轨道铣磨车辆
2. 两个革命性的举措
(1) 3D打印
• 3D打印在第三次工业革命中应运而生,是一种制造业的新颖加工方式。 • 增材制造能加工出高精度、复杂型面的金属与非金属零件。 • 这种精密加工方式能避免刀具干涉。 • 能加工激光束被遮挡的照射部位。• 3D打印技术有很多种,大致有激光粉末成型法、熔融塑料成型法、光敏树脂成型法等几种,技术原理是无论何种成型法,都是采取原料加层方法形成3D物体,每次打印一层材料只有0.1mm-0.2mm厚,与2维打印机相比,3D打印机多了一维,即Z轴,通过X-Y-Z轴的运动,将原料逐层堆积而成,如熔融塑料成型法,喷嘴喷出熔融的塑料丝,承物平台作3维运动,即可堆积出3D实物(等于一层层粘上去)。
未来机床




网友评论 >>查看更多评论