


缸盖喷油嘴孔、挺杆孔密封槽去毛刺工艺及刀具应用
2020-4-12 来源: 江苏高精机电装备有限公司 作者:吴 胜
摘要:分析了机械切削加工产生的毛刺对被加工零件精度及性能的影响,详细阐述了缸盖专机生产线喷油嘴孔、挺杆孔密封槽去毛刺工序的所用加工工艺及刀具的使用效果。
关键词:缸盖;喷油嘴孔;挺杆孔;密封槽;毛刺;刀具
0 引言
目前,在发动机零部件制造中,虽然已采用精铸、精锻、精冲等新技术、新工艺,但机械加工仍占零件机械总加工量的60%左右。在零件加工制造过程中,不同的加工制造方法在不
同程度上都会产生毛刺,而工件材料、工件结构形状、切削用量、刀具类型和几何参数、走刀方向等都是影响毛刺生成的主要因素。
机械切削加工产生的毛刺直接影响着被加工工件的尺寸精度、表面粗糙度及检测精度,还会造成配合零件间的干涉、卡死而致工件装配困难,甚至造成产品质量事故,引起其功能突发失效而危及设备和人员的安全。毛刺是工件在制造过程中产生的多余部分,许多零件经机械加工后去毛刺是必不可少的。在机械加工中清除被加工零件上的毛刺,是一件既不起眼又很令人烦恼的工作,尤其是在大批量生产中,去毛刺工序往往出人意料地耗费着较大的精力和费用。
1 、加工状况分析
2009年,我公司为山东某发动机公司提供缸盖加工专机,主要用于加工缸盖气门导管底孔、阀座孔、喷油嘴孔及挺杆孔,其喷油嘴孔及挺杆孔密封槽的去毛刺工序加工效果一直不理想。如图1所示,喷油嘴孔及挺杆孔在完成孔的精加工后,又进行孔内密封槽的加工。仅在去毛刺加工工艺的处理上,不论是先加工槽还是先加工孔,槽内侧孔口的毛刺都是一般的刀具无法清除干净的。
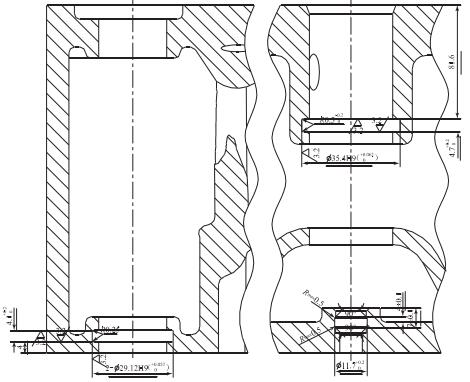
图1 挺杆孔及喷油嘴孔加工工序图
如图2所示,在原机加工线都是采用机械刷去毛刺的工艺,刷丝材料为准0.2钢丝(高强度钢或不锈钢),这是一种简便的去毛刺方法,其特点是刷子与工件接触压力小,转速高,能有效地进行切削与抛光,比较适用于半精加工或精加工后有轻微毛刺和要求表面光洁度高的零件,它不仅能产生光饰作用,还能消除加工表面的应力,提高耐磨性和抗疲劳强度。但这种机械刷对于毛刺大于300 μm(0.3 mm)的零件效果并不好。由于槽口的毛刺较硬,钢丝刷效果不好,客户又用手工方式去一次毛刺,工作效率较低。客户现场还有用磨料刷(氧化铝、碳化硅等合成材料丝)去除毛刺,效果也不满意。
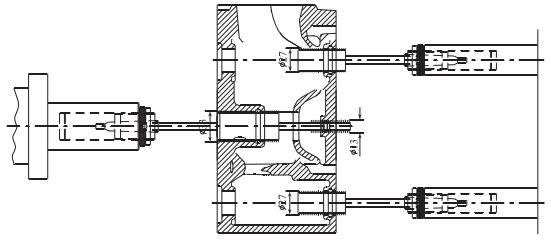
图2 机械刷去毛刺加工示意图
2、新型弹性去毛刺刀具的使用
随着客户进行工艺细化、重视边缘工艺工作的展开,对零件的毛刺、清洁度等问题愈加重视,通过多方、多渠道寻找咨询,宁波格立特机电设备有限公司提供了一种瑞士HEULE新型舍弃式弹性去毛刺刀具,经在客户现场做工艺试验,效果良好。该刀具及其工作原理如图3所示,新型舍弃式弹性去毛刺刀具是由一硬质合金涂层(TIN)、两面有刃可换刀片及一带有簧片装置的刀杆组成的。刀具从初始位置开始过孔时,主轴不旋转,刀片依靠孔壁的力量转至刀片的球头部位接触工件且沿孔壁表面穿过孔,到达槽中间处时刀片离开孔壁表面,在弹簧力作用下完全伸出刀杆表面,恢复刀片的初始位置,此时主轴旋转工进→主轴旋转后退工进→槽中间主轴停止旋转→后退至孔内→完全退出孔。入口处刃口接触工件会有划痕,进入工件后是刀片的球头部位(图4)接触工件,故不会划伤工件,不影响精度,但仍留有痕迹,通过与用户沟通,用户表示可以接受。
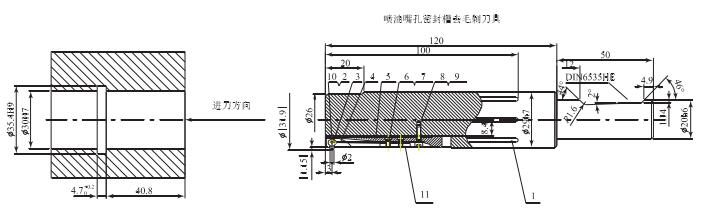
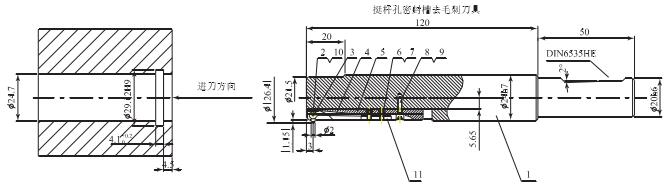
图3 新型舍弃式弹性去毛刺刀具工作原理及刀具图

图4 刀片球形头部设计
使用该刀具前需增加吹气处理,以去除前切槽工序积留在环槽及孔内的切屑,避免刀片受到损伤,保证该刀具的加工可靠性及延长刀具寿命。
3、 结语
新型舍弃式弹性去毛刺刀具的切削工艺,实际上是对槽口进行倒角去刺,该刀具解决了专机上主轴不能径向进给而产生的无法让刀问题;而且由于刀片压制成型、有(TIN)涂层,故该刀具切削性能稳定、寿命长:刀具切削刃为微弧形,倒出的角呈微弧形状,特别干净,在专机批量加工中取得了令人满意的效果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

