


一种基于LMD与HMM的刀具磨损故障诊断方法
2020-12-11 来源:陕西工业职业技术学院教务处 作者:邓丰曼
摘要: 针对机床刀具磨损故障信号难以提取且诊断结果错误率高的问题,提出了基于局部均值分解( LMD) 与隐马尔科夫模型( HMM) 的机床刀具磨损故障诊断方法。首先,运用 LMD 对采集的机床刀具磨损信号进行滤波并分解成一系列频带不同的乘积分量( PF) 信号,待选取有效的 PF 并进行加权处理后输入到已经训练收敛的 HMM 模型库分类器,众多 HMM 模型根据输入特征信号识别信号故障。最后通过实验验证了基于 LMD - HMM 的机床刀具磨损故障诊断方法的有效性和实用性。
关键词: 刀具磨损; 故障诊断; 局部均值分解; 隐马尔科夫模型
数控机床作为加工制造过程中最重要的生产工具,其能否高质量、长时间稳定运行直接决定产品的质量[1],而刀具作为数控机床的直接“操盘手”,它能否稳定工作则决定了产品的加工精度。当刀具长时间使用后,刀具与工件之间的磨损对刀具的损伤不可避免,故为避免刀具磨损给加工制造过程中的经济利益造成损失,及时更换受损刀具具有重要意义[2]。基于此,国内外学者对刀具磨损故障诊断进行了深入研究。例如,Benkedjouh 等[3]运用盲源分离技术( blind source separation,BSS) 与连续小波变换( continuous wavelet transform,CWT) 对刀具磨损故障进行实时监测并预测其剩余使用寿命( remaininguseful life,RUL) ,该方法基于高维特征空间中非线性回归函数计算,并通过非线性函数映射来输入数据从而得到故障特征,实验结果表明该方法能有效地反映铣削过程中刀具的性能退化。Wang 等[4]提出了一种基于多尺度主成分分析( MSPCA) 的铣削过程刀具磨损在线监测方法,该方法利用小波多分辨率分析,将正常运行条件下的训练样本集分解成不同的尺度后进行故障诊断,分析和比较结果表明,MSPCA 具有更高的故障诊断精度。
近几年,国内学者对刀具故障诊断开展了深入研究。为监测机床刀具磨损程度,刘智键等[5]提出了一种基于小波包理论( WPD) 、经验模态分解( EMD) 以及支持向量机( SVM) 等相结合的刀具故障诊断方法,该方法能够有效地判别刀具磨损程度。李巍等6]根据刀具磨损状态不同时其不同频带的能量不同,将小波包分解方法和基于神经网络的模糊系统融合器相结合,用于车刀状态诊断,诊断效果明显。
LMD ( local mean decomposition,局 部 均 值 分解)[7 - 8]是一种新的非平稳信号处理方法,它在抑制端点效应、减少迭代次数和保留信号信息完整性等方面具有优势[9]; HMM( hidden Markov model,隐马尔科夫模型)[10 - 11]是一种时间序列的统计模型,对于包含大量丰富信息,非平稳、低重复性和复现性的信号,它具有很强的模式分类能力[12]。笔者针对刀具故障磨损信号的特点,综合 LMD 信号处理方法的优势与 HMM 具有很强分类能力的优点,提出了基于 LMD - HMM 的机床刀具磨损故障诊断方法。
1 、基于 LMD - HMM 的信号处理方法
基于 LMD - HMM 的刀具磨损故障诊断方法能够对刀具磨损信号准确处理的同时,还可以对故障类型进行自动判别分类。其故障诊断流程如图 1 所示。
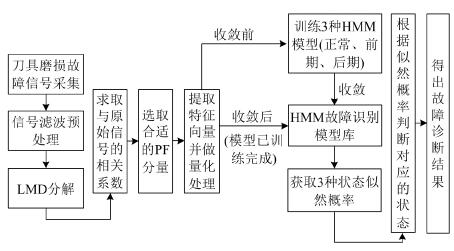
图 1 刀具磨损故障诊断流程图
1.1 基于 LMD 的刀具磨损故障特征
提取对刀具磨损故障做出准确识别判断前,需对故障特征信号进行有效提取,其具体步骤如下:步骤 1,提取刀具磨损信号,并对该提取信号进行滤波预处理以消除低频噪声的干扰。步骤 2,运用 LMD 方法对经过预处理的信号进行分解,分解出若干个乘积分量( product function,PF) PFi( i = 1,2,…,n,n ∈ N) ,每个分量代表特定频带的信号,故 LMD 信号处理方法可理解为将完整信号“剥离”成若干具有特定频带的特征信号分量。步骤 3,由于 LMD 的端点效应、滑动补偿以及循环终止条件选取等问题将造成分解结果中有虚假分量的存在,这将对分解准确性造成影响,故需要对产生的虚假分量进行去除。
本文采用求取各 PFi分量与原始信号的相关系数来消除虚假分量的影响。步骤 4,选取相关系数并加入到 PFi分量中,然后对每个 PFi求取能量值 Ei,即:

1.2 基于 HMM 的刀具磨损故障识别模型
将经过 LMD 分解后并进行故障特征提取的特征向量 T 运用通讯领域编码技术中的 Lloyds 算法对齐进行量化处理,然后输入 3个 HMM 模型( 正常状态、前期磨损状态以及后期磨损状态) 进行训练,待每个 HMM 故障诊断模型训练收敛后,对每个模型重新输入未知故障的故障特征向量得出似然概率值并识别故障类型。
2 、实验验证
在 CK0620 加工中心上安装 YT - 15 硬质合金刀具对回转体零件进行车削,主轴转速为 1500r / min,切削深度为 0.2 mm,进给量为 0.1 mm / r,采样频率为 51 200 Hz,得到 3 种状态的振动信号数据如图 2 ~4 所示。
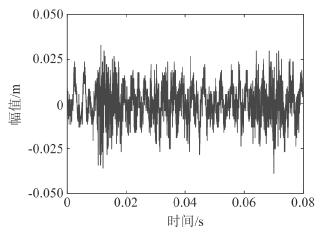
图 2 刀具正常磨损信号
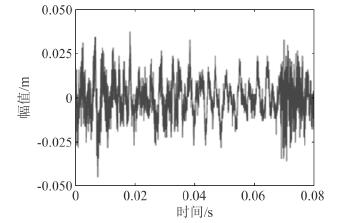
图 3 刀具前期磨损信号
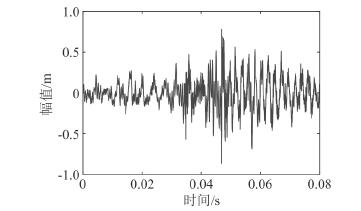
图 4 刀具后期磨损信号
根据刀具后刀面磨损值将刀具磨损情况分为 3种情况: 当 VB < 0.1 mm 时为正常切削( VB为刀具后刀面平均磨损量) ; 当 0.1 mm≤ VB < 0.2 mm 时为前期磨损; 当 VB ≥ 0.3 mm
时为后期磨损[13]; 当0.2 mm≤ VB < 0.3 mm 时,为中期磨损,本文不做考虑。分别采集 3 种状态的信号,每种信号共采集40 组标定为训练样本,每组 4096 个点。3 种状态的原始信号如图 2 ~4 所示。
首先,将 3 种信号的前 40 组数据进行 LMD 分解( 如图 5 所示,为简化表示,只列出刀具后期磨损故障 LMD 分解结果) 并求取相关系数( 表 1) ; 然后对处理好的数据进行归一化并标量量化得到特征向量; 最后将 3 种特征向量输入将要训练的 HMM 模型,即 HMM1( 正常状态) 、HMM2( 前期磨损状态) 以及 HMM3( 后期磨损状态) ,待模型收敛后停止输入。一般情况下,模型训练 36 次即可达到收敛状态。
表 1 后期磨损信号 PF 分量与原始信号的相关系数
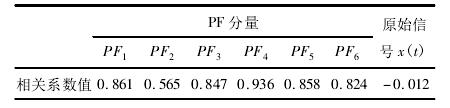

图 5 刀具后期磨损信号
LMD 分解结果随后,重新采集包括 3 种状态的未知刀具磨损状态信号,每类共采集 20 组,同样经过 LMD 分解、选取 PFi分量并求取相关系数,然后经过归一化以及标量量化处理后得到特征向量,最后分别输入 3种状态 HMM 模型进行故障类型判别。结果如图6 ~ 8 所示。
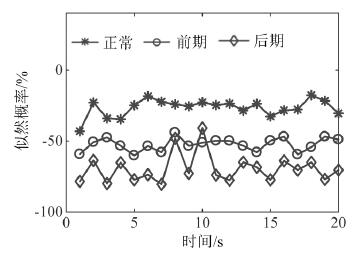
图 6 刀具正常状态 HMM 模型识别效果
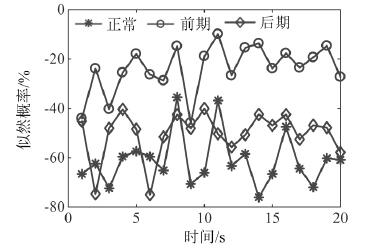
图 7 刀具前期磨损状态 HMM 模型识别效果
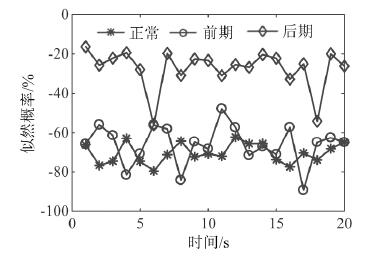
图 8 刀具后期磨损状态 HMM 模型识别效果
由图 6 ~8 可知,刀具正常磨损状态识别率达到了 100% ,前期磨损状态识别率达到 90% ,后期磨损状态识别率达到了 95% 。
3 、结束语
本文提出的基于 LMD - HMM 刀具磨损故障诊断方法能够准确地对刀具 3 种状态进行识别,故障识别率达到了 90% 以上,证明了该方法的有效性和实用性。
该方法对刀具磨损信号准确识别的优势使其能够被用在机床刀具磨损故障自动识别以及其它旋转机械故障易发领域,为相关领域的故障及时诊断和处理提供了参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

