
发动机端盖类零件工艺装备设计与数控加工
2022-5-23 来源:天津广播电视大学宁河分校 作者:李建国
摘要:终端加工模式下,发动机端盖等零件的加工需要使用普通车床或铣床等设备。由于装备设计和加工较为复杂,装夹等过程可能出现定位误差等问题,工作总量较大,工作效率提升困难。针对发动机端盖类零件设计及加工现存的问题,研究相关工艺装备的设计,并基于数控加工技术,探究发动机端盖等零件的加工内容和加工过程等,以提升装备设计与加工的精准度及效率。
关键词:发动机端盖;装备设计;数控加工
汽车制造等领域中,发动机的设计及加工极为复杂。端盖以铝合金等材料为主,是发动机的重要部件,其设计及加工精度直接影响发动机的性能。
国内相关企业加工发动机端盖时,一般采用两次装夹的工艺,可能导致出现不合规定的定位误差,且加工步骤较烦琐。加工精度与技术人员的水平关联性很强,工人劳动强度较高,加工效率一般,无法使企业获得更好的效益。因此,许多企业在大批量生产相关零件的同时,积极增加数控机床的占比,而部分关键工序依然在加工中心加工,增加了产品加工的可变性,提升了生产效率和加工精度。
随着我国制造业进入新的发展阶段,汽车等产品的生产与销售量逐年增加,汽车等领域的企业对发动机端盖等零件的设计与加工提出了更高的要求。发动机端盖作为相关产品制造的重要一环,提高其设计的合理性和加工精度与效率,已成为当前相关企业亟待解决的技术问题。基于这一历史背景和相关行业的发展现状,结合发动机端盖的自身结构特点,以提升该类零件设计及加工的质量和效率为目标,研究如何进行合理、高效的装备设计与零件加工工作。
1、发动机端盖类零件工艺装备的设计研究
若企业采用柔性的零件生产模式,其加工的工序需使用专用的夹具,才能实现不同结构的切削,如钻床用于钻削等加工流程。但是,夹具的结构一般较复杂,且加工过程中多次装夹对加工精度的影响较大。这一加工模式受人为和刀具等影响,对产品质量将产生负面影响,影响产品合格率。
针对这一问题,许多企业结合自身的技术情况及社会要求,尝试革新自身的生产模式,通过刚柔结合的生产模式加工发动机端盖等零件,如使用加工中心加工 T型螺纹等零件,并设计一次装夹多孔加工等更高效的工艺方案及相应的工艺装备,以提升生产效率,保证产品合格率,降低工人的劳动强度。以加工中心机床为方向,设计端盖类零件的加工工艺装备。例如,为了实现一次装夹多孔加工及自动分度与定位功能(T列),将钻床上完成的部分加工工作集中到加工中心完成,在提升效率的同时,保证加工精度
这种设计需要在设计相对集中的方案的同时,在加工中心上加配数控铣床,设计并使用合理的夹具装备。如图 1 所示,通过气动夹具可实现可调节的气动夹紧功能。工件与工装面配合装夹,平面度定位与径向定位及其校正较为快捷,可实现精准定位和快捷装夹。这在保证这一零件生产关键环节加工精度的同时,减少了装卸等辅助工作,降低了员工劳作强度,提升了加工效率。
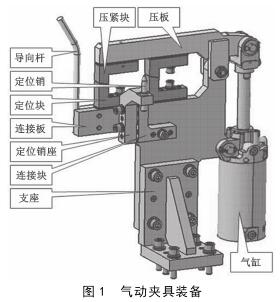
气动夹具的主要工作是在一定精度范围内定位与夹紧工件。端盖类零件的加工根据具体需要,可采用通用、专用、可调、组合以及自动线等不同类型的夹具。为提升定位精度和辅助加工中心高效加工,一般需要设计专用夹具。特别是端盖类工件的开孔、螺纹孔等加工工序,应结合加工要求专门设计夹具。夹具装备一般包含底座、支座、气缸、压紧块、压板以及定位块等结构。底座通过螺钉与机床工作台稳固连接,并通过支座与上部结构相连接。气缸、定位板和压板等部件通过螺栓与装备主体相连。
此类夹具装备通过气缸带动压板等部件实现夹紧与松开。使用时,首先将夹具装备与加工机床稳固连接,并进行水平方向的调整,保证夹具各结构的水平面处于完全水平状态。首件加工时,气缸根据设计的行程通过推动伸缩轴,将工件放置在夹具上,然后通过相应结构准确定位工件和加工位置。其次,压板等结构在气缸的带动下按一定行程夹紧工件。最后,数控机床进行相应加工。加工结束后,气缸推动伸缩轴使压板松开工件。更换工件后不需要重复校准平面,只需按顺序装卸工件和加工工件即可。
2、发动机端盖类零件的数控加工
发动机端盖零件以铝合金为主要材料,一般具有薄壁、受力易变形等特点,如图 2 所示。发动机端盖零件的结构复杂,各结构的精度将影响发动机气密性等特性,因此其加工精度等要求更高。以汽车发动机为例,每种型号的发动机都精密设计了端盖的形位,对各结构的圆度、同轴度、位置度以及垂直度等也提出了高精度要求。但是,实际加工时,工件受夹持后存在弹性变形。工件外圆耳部等结构常采用断续切削的方式,刀具切入部位的改变可能使加工部位出现切削纹,加上弹性变形等因素,可能使工件的平面度、圆度以及内孔同轴度等超出设计的误差范围,因此需要优化加工方案及具体的加工工艺。

以往采用普通车床对发动机端盖进行加工时,在车床上用三爪卡盘等设备夹持外圆,依次加工内孔、内孔端面和端面槽,然后是二次装卡、撑工件内孔和再加工端盖各爪的端面、外圆与外圆端面及径向槽。这一加工方案需要两次装夹,不仅增加了加工时间,还因二次夹持变形、定位误差和运输磕碰等因素导致工件存在加工精度不达标的问题,同时复杂的加工工序降低了加工效率。首先,需要优化加工方案。不同的加工设备直接影响加工方案的制定。为提升效率,可将普通车床换为专用的数控机床。企业可采购新型的全套数控设备,或在原有的机床结构上,根据端盖结构和生产要求进行改进,采用双层导轨的运动系统,方便刀架的移动和更换。专用夹具可采用设计的气动专用夹具。压紧结构与机床导轨同步移动,接近工件后压紧工件,按照预设切削旋转工件等。整个过程快进、工进、快退、传动及定位精度高,提高了加工效率。
其次,需要设计专用的夹具。除了设计的气动夹具,也可尝试设计摩擦驱动的装夹设备。相比夹持驱动的方式,可大幅降低夹持变形等因素带来的负面影响。摩擦驱动的夹具设备,以多个定位爪实现定位。多个浮动支撑点实现柔性支撑,保证工件被装夹时牢固可靠。夹具上在端盖各爪部位设计灵活的浮动支撑点,以保证工件断续车削时各孔洞及断面的加工精度。
最后,优化加工步骤也是改良加工工艺的重要途径。使用专用的数控机床与夹具,可实现高效的一次装夹和精准加工发动机端盖零件的内孔及端面等,同时钻孔等工艺也可一并进行。为提升相关装备的自动化度,需要考虑今后自动线接入等需求,在结构设计中预留充足的空间。加工顺序可调整为先粗加工端盖爪的面、外圆、外圆端面、内孔、内孔端面、径向槽和端面槽,后进行端面钻孔等操作,最后精加工端盖的端面、外圆、外圆端面、内孔、内孔端面、径向槽和端面槽。相比需要二次装夹的加工方案,此方案加工步骤简约,节省了二次装卡的时间,提升了端盖加工的精度,还可使用多头钻电机、伺服动力刀座等装备,实现一次多孔攻钻和加工,进一步节约了加工时间。
3、结语
通过分析发动机端盖零件的结构、传统加工工艺及相应设备,在指出部分不足的同时,针对性探究了端盖类零件加工装备的设计及数控加工过程,同时探究了气动夹具、摩擦驱动夹具的设计和加工原理以及数控加工的方案和步骤等,具有一定的参考和应用价值,摆脱了端盖加工的传统工艺模式,减小了原有方案中人员技术等因素的负面影响,提升了加工精度与效率。此外,相关人员在设计工作中应结合企业实际需求设计发动机端盖加工相关的装备,合理革新数控加工工艺。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>天纳克将为新款梅赛德斯-AMG SL级跑车提供智能悬架
- target=_blank>柴油机曲轴主油道孔加工技术
- target=_blank>雷尼绍制程控制技术帮助汽车零部件制造商显著缩短生产周期、加快交付速度
- target=_blank>进军全新业务领域:博世将开发氢电解部件制氢技术有望在2025年投入生产
- target=_blank>浅谈 3D 打印与切削混合制造工艺的原理与应用

新闻资讯
| 更多
- target=_blank>ISCAR先进刀具系统:赋能新一代电动汽车生产
- target=_blank> 打造工业母机高端制造新支点——访通用技术集团总工程师、机床公司董事长周舟先生
- target=_blank> 车削加工中心的翻新及改造
- target=_blank>硬铣攻坚利器:高硬度钢材加工的革命性突破
- target=_blank>基于国产五轴数控系统加工增压叶轮的研究
- target=_blank>新品璀璨登场 赋能精密制造——访北京精雕集团机床事业部总体设计副总监代文宾先生
- target=_blank> ISCAR铝合金高速铣削:刀锋上的艺术与科学
- target=_blank> NJ-MK4280/1数控(精密)坐标磨床的研发与应用
- target=_blank>Creaform 形创计量级手持式三维激光扫描仪: HandySCAN 3D|EVO 系列™横空出世
- target=_blank>以全价值链创新赋能中国智造升级——访博世力士乐中国工厂自动化产品业务高级副总裁王英姿女士

