
发动机缸体第一道工序加工
2011-5-24 来源:北京汽车工业控股 作者:范玉玺
生产中采用合理的夹具结构不仅可以解决发动机缸体毛坯初始定位的过定位问题,而且还降低了由于发动机缸体毛坯定位引起的废品率。另外通过增加机上测量系统解决了机下检测的困难和检测精度问题,并且实现了刀具自动补偿,提高了成品率和加工精度,节省了调换刀时间。
 新设计的夹具图纸见图4,夹具的动作全部由液压系统驱动。它的上半部分对应1#、2#、3#和4#缸孔的6个定位点;它的下半部分对应1和5主轴承孔的4个定位点。这4个定位块是可以伸缩的,以便于在松夹后工件的输送。另外,这4个定位块是一个整体,在定位时可以绕15轴旋转,这样就消除了Y轴旋转的过定位问题。测量系统测量系统利用了数控机床的高精度,采用了RENISHAW测头。测量系统设备启动后测头首先测量夹具上的三个Z轴基准点,并和基准数据比较正确无误后才开始加工。加工完成后在不松夹的状态下对工件进行测量,如果工件合格则记录数据,加工下一个工件;如果不合格机床进行声光报警,由相关人员处理。检测频次可根据加工情况任意设定,设定的依据为刀具的磨损情况和工件的加工要求。检测频次的高低对生产节拍是有影响的,检测频次越高生产节拍越长。
新设计的夹具图纸见图4,夹具的动作全部由液压系统驱动。它的上半部分对应1#、2#、3#和4#缸孔的6个定位点;它的下半部分对应1和5主轴承孔的4个定位点。这4个定位块是可以伸缩的,以便于在松夹后工件的输送。另外,这4个定位块是一个整体,在定位时可以绕15轴旋转,这样就消除了Y轴旋转的过定位问题。测量系统测量系统利用了数控机床的高精度,采用了RENISHAW测头。测量系统设备启动后测头首先测量夹具上的三个Z轴基准点,并和基准数据比较正确无误后才开始加工。加工完成后在不松夹的状态下对工件进行测量,如果工件合格则记录数据,加工下一个工件;如果不合格机床进行声光报警,由相关人员处理。检测频次可根据加工情况任意设定,设定的依据为刀具的磨损情况和工件的加工要求。检测频次的高低对生产节拍是有影响的,检测频次越高生产节拍越长。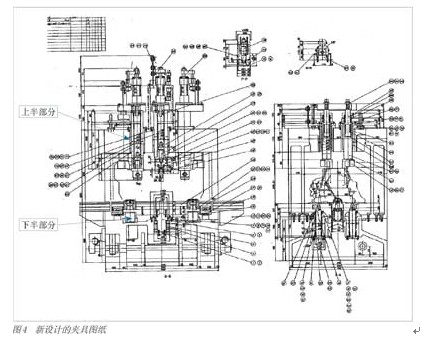 刀具自动补偿由于有了测量系统实现刀具的自动补偿就很容易了。根据测量系统对工件的测量结果,刀具自动补偿系统会在Z轴上把刀具补偿到公差的中值位置。另外,还需要一个标准的工件,用于设备各个系统的恢复。
刀具自动补偿由于有了测量系统实现刀具的自动补偿就很容易了。根据测量系统对工件的测量结果,刀具自动补偿系统会在Z轴上把刀具补偿到公差的中值位置。另外,还需要一个标准的工件,用于设备各个系统的恢复。结语此工艺方案经过技术交流,使制造厂家充分了解了工艺方案的技术意图,通过审图、预验收、最终验收到投入生产使用,及较长时间的生产实践证明,此工艺方案达到了预期的效果,经济效益非常显著。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

