
大功率船用低速柴油机主要零件的机械加工有其特殊性, 其中支撑曲轴零件机座的加工工艺方案设计在重型龙门铣机床加工中具有一定的代表性。本文介绍我司自主设计与制造的大直径镗铣刀排在此类零件加工中的应用技术。
一、特殊面铣的工艺设计与应用
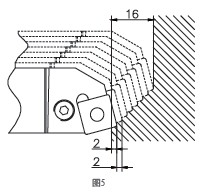
如图示1 为某一机型柴油机零件机座的局部加工图,图中尺寸标注所示的加工要求非企业投巨资配备专用机床与非标刀具加工而难以实现。现我司利用重型数控龙门铣与其标配的直角附件铣头以及根据自主设计制造加工的大直径圆形刀排实现了如附图1 要求的加工,因较高的生产效率已获得相当可观的经济效益。
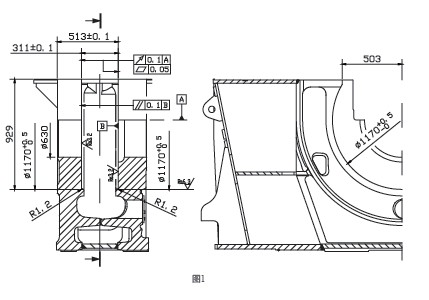
此机型机座曲轴推力轴承面的机械加工有五处因素要考虑细致:①机床附件与刀排设计供参考的相关开档间隙尺寸929、311、Φ630、503 ; ② 铣削宽度270 mm((1170-630)/2) ; ③ 相关公差要求:Φ1170+00.5、513±0.1、311±0.1 ;④各相关形位公差;⑤表面粗糙度Ra3.2、Ra6.3。
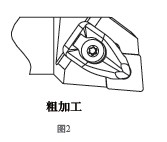
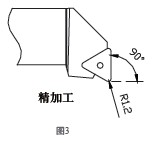
根据以上要求与现有资源,从企业生产成本控制角度出发,工艺设计如下:①设计一加工直径为Φ900mm镗铣刀排,镗铣刀排要求:刀位开槽,以便于经济型不同主偏角的车用方身刀杆的安装;②刀位设计具备一定微调结构,可便于各刀位刀具的刀尖跳动控制;③刀体直径Φ800mm,安装刀杆后加工直径Φ900。④镗铣刀排接口可直接安装于机床直角附件铣头。⑤从切削效率方面考虑刀排刀位布置尽可能多一些,出于自主加工制造能力因素,现我司对圆形镗铣刀排设计了八个刀位。⑥用面铣刀铣削路径方式圆孤插补铣加工两侧推力面,附件铣头具备180°方向面的旋转定位。⑦选择切削主偏角为95°的DCLNL 型车刀杆做为粗加工刀具(附图2),为抵抗间断切削的恶劣工况, 推荐SANDVIK 的4225 材质型CNMG 刀片。⑧精加工选用节构相对稳定的PTFNL 型车刀杆,因此车刀杆切削主偏角为90°,满足台阶铣的要求,精加工刀片TNMG 型,选择刀尖圆角R1.2 刀片,以满足台阶根部圆角的需求(附图3)。⑨安装精加工刀片后主偏角90°有误差,可利用刀排的调节螺钉调整角度。
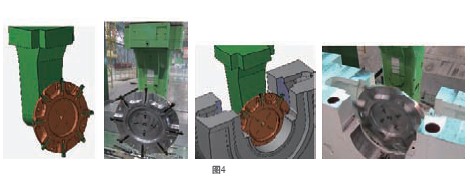
工艺设计在工艺实践中的应用如附图4 :
二、高效率镗削的工艺设计与应用
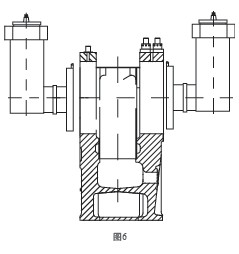
上述镗铣刀排刀位安装PSBNL型或DCLNL 型车用刀杆后可用于柴油机机座主轴承梁曲轴轴承孔的粗、精镗销加工(上述例举的镗铣刀排加工范围直径Φ820 ~ Φ950),如图6。机座主轴承梁为铸钢件,曲轴轴承孔上述镗铣刀排刀位安装PSBNL型或DCLNL 型车用刀杆后可用于柴油机机座主轴承梁曲轴轴承孔的粗、精镗销加工(上述例举的镗铣刀排加工范围直径Φ820 ~ Φ950),如图6。机座主轴承梁为铸钢件,曲轴轴承孔。
以上方案的设计应用,充分发挥了我司重型数控龙门铣床主轴功率高与扭矩大的优势,为我司柴油机零件的制造加工开僻了一个新的技术领域,同时由于诸如此类非标刀具的自主研制,低的生产成本又为我司创造了强有力的市场竞争力。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>CimatronE型腔模具设计制造一体化解决方案的应用
- target=_blank>激光技术在汽车工业中运用的优势
- target=_blank>浅析M1080无心磨床砂轮主轴修复
- target=_blank>多点数字化成形技术的发展及应用
- target=_blank>用于高速精密冲压模具制造的精密慢走丝线切割技术

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

