
目前国际汽车市场景象繁荣,增长势头猛劲。 根据美国市场研究机构 Polk 的数据表明,2011年轿车销量相比2010年增长了百分之三。 许多汽车及供货商企业生产任务繁忙,形势蒸蒸日上。 面对接踵而至的订单,一方面短时期内对 ”精宜生产“ (及时化生产) 的零件需求将大幅攀升; 另一方面对如何把好零件的质量关也提出了严峻挑战。工信部公布的2012年我国汽车工业经济运行情况显示,2012全年累计生产汽车1927.18万辆,同比增长4.6%,销售汽车1930.64万辆,同比增长4.3%,产销同比增长率较2011年分别提高了3.8和1.8个百分点。且2013年中后段汽车销售业绩明显回升。
以中国为例: 虽然最近一段时间中国的轿车市场增长有所放缓,但和世界其它市场相比, 这个”中心之国“仍一如既往扮演着世界经济龙头角色。 2009年中国的轿车产量还是1千1百万辆, 到2010年其轿车产量已增长到1千4百万辆。 2011 年增长虽有所减缓, 但轿车总产量仍达到1千5百万辆 (数据来源: PwC, Statista). 与此同时,轿车零部件、发动机或变速箱总成的进口量也在快速增长。 根据德国贸易和投资机构的外贸专家估计,中国已成为世界第三大进口国。 面对如此快速增长,人们不禁要问,应如何通过经济有效及高质量的生产手段来应对?中国境内外的生产基地应如何规划生产,才能满足这个增长需求?
一个应用实例证明:通过采用新结构的机床工艺,不仅可以轻松迎接以上挑战,而且可以为提高发动机的整机质量起到推动作用: 这就是史无前例的曲轴和凸轮轴创新磨床。 采用埃马克研发的同步支撑磨削技术可以使曲轴和凸轮轴制造商的生产效率提高70%——实现量的飞跃。
曲轴和凸轮轴加工的优秀实例
众所周知,由于曲轴和凸轮轴是发动机的两个核心零件,且鉴于其几何结构和尺寸的特殊性,生产工艺特别复杂。 这两个零件的加工过程中,由于磨削工艺必须保证组件的尺寸,所以在整个加工链中占据着特殊的的地位。 另外磨削很耗时,精度要求也很苛刻, 特别是在加工细长轴类件时,因为工件在加工方向的刚性差,所以往往需配置多个中心架来稳定工件。因此, 工件稳定后,加工时的进给还需控制得较小,特别是在消除不准确的真实误差时。而进给小,就意味着节拍高,产出低。 “我们在研发立式轴类件磨削工艺时,在这一问题上很下了一番工夫。 我们的研发思路是尽量减小磨削时施加给工件的外力。 只有这样才能提高进给“,埃马克萨拉赫机床有限公司首席执行官 Guido Hegener 博士解释说。
施加给工件的外力小

埃马克 VTC 315 DS 机床
配置了埃马克最新研发的同步支撑磨削技术的 VTC 315 DS 机床,标志着在减小工件外力方面的研究取得了重大突破。 这一新技术的原则是采用了两个互相对置的砂轮,加工曲轴或凸轮轴时砂轮的运行方向刚好相反。 由于砂轮在工件两侧互相对置,所以同步切削时, 进给方向的径向力互相抵消。 机床同时配置了一个 NC 数控支撑架,它支撑住工件的一端, 所以工件不会偏离于任何一个方向, 而且切向力也被消除。 ”这个设计在许多方面都体现了良好的正面效应“,Guido Hegener说。 “一方面, 由于工件夹紧的刚性好, 所以在加工凸轮轴或曲轴这类细长工件时,也可使用极高的进给; 另一方面,两个砂轮同时磨削, 所以和当今常见的磨削工艺相比, 大大缩短了加工时间。
立式结构的优点

对凸轮轴进行全套加工的生产系统: 从软加工到磨削全部采用VTC 机床平台
提高加工经济性是埃马克磨床强调的另一个设计宗旨。 采用 VTC 315 DS 加工轴类件时,工件在机床内立式夹紧。 工件主轴(头架)布置在机床上方,尾架布置在下方。 工件在在这种状态下进行全套磨削加工。 由于工件立式夹紧,所以落屑非常理想。 切削液连同铁屑可被简单而高效地送出加工区。 另外切削液不流经机身, 所以切削液温度在整个磨削过程中都不会产生波动。”这也是决定加工质量的一个重要因素,因为设备内的热传递很少“,Guido Hegener 解释道。 同时由于采用立式结构,机床的操作方便,生产流程高效。 除此之外,采用 VTC 315 DS 机床没有必要使用特制的端面驱动,从而简化了调试过程。
尺寸精度极高的 4 缸发动机凸轮轴
用户使用了同步支撑磨削技术后有哪些体会呢? “用户的信息反馈非常正面,效果非常好“ Guido Hegener 慨言, ”这一磨削原理同样适合加工最大长度 600 毫米以下的变速箱轴、 万向节轴、泵轴或平衡轴。 加工这些零件时, 新磨削技术在效率方面显示了巨大优势。 和传统磨削工艺相比, 新磨削技术的节拍时间最多时可缩短百分之70。“ 与此同时加工质量也有所提高。
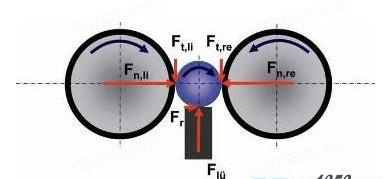
同步支撑磨削技术原理
其中典型的例子是新磨削技术在加工 4 缸凸轮轴铸件中的应用。 该凸轮轴的主轴颈分顺序加工,每个顺序的磨削时间是五秒钟。 虽然磨削时间短,但加工的圆跳动精度却能保证在 10 μm 内。 这个精度结果大大高于允许的公差极限, 也明显好于传统磨削技术的加工结果, 勿容置疑这是一个质的飞跃。
凸轮轴联合加工
同步支撑磨削技术不仅适用于圆加工,也适用于非圆加工领域。例如用它可以同步加工 4 缸凸轮轴的凸轮陶片组, 也就是说四个砂轮同时在一个凸轮轴上磨削。 采用这项技术不仅大大缩短了加工时间,同时也提高了凸轮的轮廓质量,为用户带来了双重收益。

几何形状复杂的凸轮轮廓也可以采用同步支撑磨削技术进行同步加工
采用埃马克这一创新工艺,能使凸轮轴的整个加工工艺链 - 端面加工、车、铣、深钻孔、圆磨和非圆磨 - 都在立式装夹下完成。
巨大的市场商机
鉴于新工艺的种种优点,埃马克公司负责人认为,它具有巨大的市场商机应该是意料中的事情。 其实同步支撑磨削技术的优点还体现在其它方面: 例如较短的加工时间也意味着能耗降低。 “和传统加工技术相比’单件能耗’降低明显,其结果是为用户节约了运营费用“,Guido Hegener 先生确认说。 另外和卧式机床相比,立式结构的机床占地小。”工艺经济有效,操作简单方便,质量高超出色 - 正由于同步支撑磨削技术具备这些传统技术无法拥有的优点,它必将成为市场的宠儿“,Guido Hegener 先生充满自信,踌躇满志。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>角度头在精镗气缸体曲轴孔上的工艺研究
- target=_blank>新风机叶片可降噪音提高发电量
- target=_blank>涡轮增压器叶轮的高效高精加工
- target=_blank>高速铣削技术在塑料模具加工中的应用
- target=_blank>设计、加工制造高效无阻

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

