
浅谈船用柴油机共轨单元加工技术
2014-2-1 来源:数控机床市场网 作者: 许冠,罗有旺
摘要:对船用柴油机共轨单元结构进行了分析,发现了其制造难点;通过大量的实验,采用特殊的的锻造方法,解决了原材料国产化难题;通过设计专用的设备、工装夹具,并安排合理的加工方法,实现了共轨单元各关键零部件的制造,共轨单元研制成功。
关键词: 船用柴油机;共轨单元;加工技术
1 、 引言
船用电控共轨柴油机是芬兰瓦锡兰公司应用现代世界最新的电控共轨技术制造的柴油机,其改变了传统设计结构,大幅度取代了机械传动部件,无需燃油泵凸轮轴及其传动齿轮装置。燃油喷射和气门驱动,燃油供给及定时定量喷射,排气阀开闭驱动,气缸滑油的按负荷供给,起动空气的定时供给和柴油机的换向等,均由电子计算机通过液-电伺服装置的控制、调节、驱动来实现。电控共轨型柴油机的特点是节能、高效、环保、可靠。
随着电控共轨喷油技术的发展,船用柴油机需求量越来越大。但由于受到加工技术的限制,船用柴油机共轨单元制造相当困难,目前只有极少数国家能够生产,如:韩国和日本。国内各大厂家制造船用柴用柴油机只能通过进口组件来装机,成本价格高,供货周期长。严重阻碍了船用柴油机产量的提高,并且影响到国内造船业的发展。笔者公司受到国内船厂的委托,并结合公司实际情况(具有多年柴油机配件制造经验) ,决定研制船用柴油机共轨单元。
2 、 共轨单元结构分析
共轨单元是电控技术的核心机械部件,其技术含量高,加工难度大,是国外先进国家对我国大型低速船用柴油机关键零部件制造的技术壁垒。公司通过对芬兰瓦锡兰公司RT-flex电控共轨柴油机共轨单元图纸进行评估、消化、吸收,发现该单元的核心组成部分主要有共轨箱、燃油共轨总成、伺服油共轨总成、压力控制阀控制单元、排气阀控制单元等。如图1、图2所示。
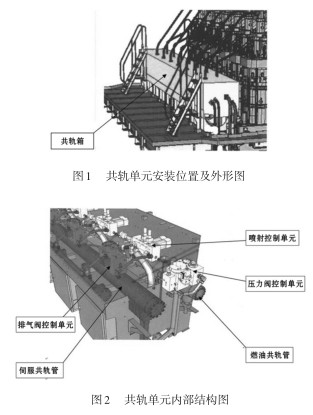
图1-2共轨单元结构分析
由图可以看出:共轨单元机械部分主要由两条长管,两个控制阀及共轨箱组成,其中制造这个单元主要的难点有:
(1)原材料国产化的问题;
(2)共轨单元关键零部件加工方法突破;
(3)核心部件1 500 bar试压及相关功能试验难题。
3 具体实施方案
3.1 原材料国产化的问题
国外共轨单元中使用的都是高强度钢材,而国内没有相关标准的材料。因此,公司牵头与国内出名的铸锻厂合作,通过大量的实验,采用电渣重熔、炉前精炼、锻打、热处理等方法,研发了相关材料,其性能及无损探伤等指标达到或超过了国外产品的要求,并通过了瓦锡兰和GL等船级社的认可。
3.2 共轨单元关键零部件加工方法突破
共轨单元加工主要是解决以下三方面加工难题。
(1)燃油管加工
燃油管是一种长度 L=4 000~12 000 mm、中间为花生孔的长管件(见图 3),燃油管加工的最大难点:零件精度要求高,两孔距公差为±0.3 mm,轴向孔绕中心孔扭拧度≤±15°;花生孔长径比过大,达120倍以上;零件材料强度高,加工难度大;国内长花生孔没有加工先例,偏心孔加工时要考虑的动平衡问题,按普通加工工艺无法实现;国内加工设备无法达到加工精度要求。

图3 燃油管产品图
针对以上难点,公司通过工艺实验研制了合适的工装夹具及刀具,解决了高强度材料加工的问题;通过设计特殊工装(配重装置)解决动平衡问题;通过改造深孔钻授油器、修整机床导轨,设计制造各种工装夹具等手段,使设备满足加工精度要求。燃油管加工关键问题在于花生孔加工,而花生孔加工最大的难题在于第二孔的导向问题,公司研发制造特殊的花生孔加工导向装置(见图4),顺利实现花生孔加工。
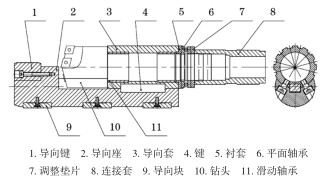
图4专用花生孔刀具及工装
花生孔加工实施方法:先钻通第一个孔,然后加工导向键槽,接着在钻杆上装上加工刀具和工装,安装时,导向键1要对准键槽,开始加工第二个孔,实现了花生孔加工。
(2)伺油管加工
伺服管也是一种长管零件,与燃油管的不同之处是其中间为圆孔(见图5)。

图5伺服管产品图
伺服管加工难点为:端面密封性要求高,尺寸精度要求高。另外,伺服管内孔需抛光精加工。针对伺服管的要求,公司专门研制数控五轴铣头,实现了端面及安装面一次加工,保证垂直度、平行度等形位公差精度要求,并且公司还研制了特殊的伺服油管内孔抛光装置,实现超长伺服油管(12米)的抛光(见图6) 。
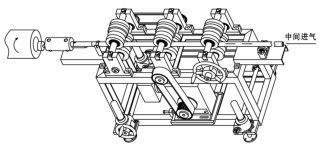
图6专用伺服油管内孔抛光工装
内孔抛光实施方法:将伺服油管装于回转驱动装置上,变频电机经过蜗轮蜗杆减速器减速带动传动磨擦轮,再传动输送管带动抛光头来回进给运动,抛光头通过输送管中孔进气,带动刻磨机驱动抛光轮对伺服油管长内孔进行抛光,实现了超长伺服油管(12米)的抛光。
(3)阀体加工
阀体是一种内部带有各种交叉密封孔的零件,其密封要求高,尺寸精度高,深孔加工难度大;阀体零件清洁度要求高。针对阀体加工的问题,公司设计专用的工装、刀具,在卧式加工中心上一次装夹可完成90%的加工量。另外,通过增加配研工序 ,提高了产品合格率。针对零件清洁度问题,公司通过组建超声波清洗生产线,保证了产品的装配质量,并提高了生产效率。
3.3 核心部件1 500 bar试压及相关功能试验难题
原来测试必须发货到瑞士进行1 500 bar动态大流量测试,周期长、费用高,无法保证正常生产。公司通过设计专用的试压装置,优化了测试工艺流程。在静压测试情况下能准确配制最高、最低压力的调整垫片,控制开启及关闭功能,得到国内外客户及专利厂的认可,并顺利通过船级社认证。
4 、 结论
船用共轨单元的研制成功打破了国外技术壁垒,填补了国内生产电控共轨柴油机共轨单元的空白,完全替代进口,并推动我国大型船用电控共轨柴油机的设计和制造的更新换代,提高国内船配产品装船率,促进区域和行业发展,大大提高我国船舶工业的世界市场竞争力,为实现我国由造船大国跃为造船强国作出贡献。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>航空发动机风扇/压气机叶片制造关键技术
- target=_blank>船舶发动机的快速成型与快速制造技术
- target=_blank>7L 16/24 柴油机曲轴制造工艺研究与优化
- target=_blank>柴油发动机曲轴加工专用夹具设计
- target=_blank>航空航天新产品的高速加工新技术

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

