
1. 引言
叶轮是压气机及航空发动机等的关键零件, 在能源、 航空、石油化工、 冶金、 汽车等领域中有着广泛的应用。其结构特点是:叶片薄而相对较长, 扭曲大而极易变形, 相邻叶片空间极小。 整体叶轮加工时面临如下问题: 加工槽道逐渐变窄, 刚度较低, 加工轨迹的约束条件较多, 加工过程容易产生形变, 极易产生碰撞干涉,刀具容易折断, 加工比较困难。 目前, 国外常用的整体叶轮的五坐标加工软件有美国某公司的 Max-5、 Max-AB 叶轮加工专用软件, 瑞士某公司数控叶轮铣床的整体叶轮加工模块以及 POWER-MILL、 UGNX 等叶轮加工专用软件, 这些软件可以很好的解决整体叶轮加工时面临的上述问题。VERICUT 是美国某公司开发的一种先进的虚拟制造及数控加工仿真软件, 能真实反映加工过程中遇到的各种问题, 包括加工编程的刀具运动轨迹、 工件过切情况和刀具、 夹具运动干涉等错误, 甚至可以直接代替实际加工过程中试切的工件, 并且提供了对刀位轨迹和加工工艺优化处理的功能, 可以提高零件的加工效率和机床的利用率[1], 保证数控程序的正确性和加工过程的安全性。
2. 整体叶轮设计、 制造的系统规划
体叶轮加工采用数控机床铣削加工方法,该方法具有高精度、 短周期、 调整方便等特点, 毛坯采用锻压件, 一般从整体锻造毛坯开始铣制, 然后车削成叶轮回转体的基本形状。由于整体锻造毛坯强度很高, 去除量较大, 所以加工效率受到一定影响。 若采用模锻毛坯, 即用模具先锻造出叶片型面的基本形状后, 再用数控机床进行精铣加工, 就能显著提高加工效率。采用数控机床加工, 通过 Pro/E 和 POWERMILL 软件对整体叶轮的设计及制造系统规划如下:
(1 ) CAD 模型的建立;
(2 ) 刀具轨迹生成;
(3 ) 仿真加工;
(4 ) 后置处理。
3 .叶轮 CAD 模型构建
叶轮叶片的数据通常通过逆向工程或者理论计算的方法获得。逆向工程是借助逆向工程软件接收从外部测得的数据特征,经过软件的编辑操作, 获得比较理想的曲线或曲面数据, 将这些数据通过标准数据格式输送到 CAD/CAM 系统中, 经过进一步的编辑处理, 最终完成产品的 CAD 造型; 理论计算是根据流体力学原理计算出的叶型数据,原始造型数据就是通过理论计算得出的。
整体叶轮的各种用途使得自身的构造和叶片形式各不相同, 目前整体叶轮主要有直纹曲面和自由曲面两种形式。现将直纹曲面叶轮作为研究对象, 如图 1 所示。
叶轮建模主要包括轮毂建模和叶片建模两个部分。轮毂为回转体, 结构简单, 建立好轮毂截面特征曲线后, 旋转即可得到其实体模型; 叶片属于直纹曲面, 其建模比较复杂, 通过 Pro\E 软件的混合扫描特征完成其曲面的造型.
4. 叶轮数控加工的工艺流程
整体叶轮数控加工过程分为粗加工和精加工两个阶段。根据叶轮的几何结构特征, 可以确定其加工工艺流程为: 在锻铝材料上车削加工回转体的基本形状; 粗加工流道部分;精加工流道部分;叶片精加工。粗加工主要去除叶轮各表面尽可能多的材料, 加工出叶轮的基本轮廓, 为精加工做好准备; 精加工主要是为了获得设计的加工精度和表面质量,是整个加工过程中最重要的阶段。
4.1 刀具选择
为提高加工效率以及避免换刀对加工精度的影响,在流道粗加工和精加工过程中尽可能选用球头铣刀。由 Pro\E 软件中的分析功能测得叶轮模型叶片间的最小距离 Lmin=7mm,而铣刀直径D1须小于Lmin,所以选择直径为6mm的球头铣刀。
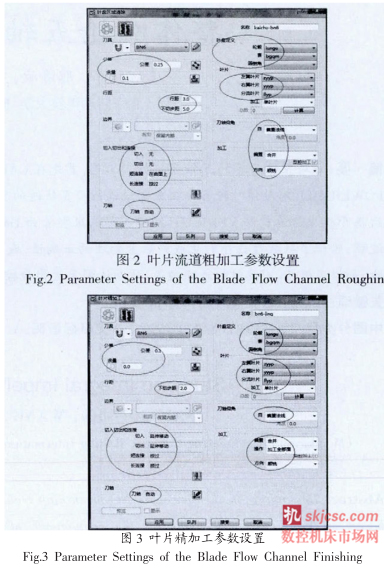
4.2 叶片流道粗加工
在 POWERMILL 综合工具栏中, 单击 “刀具路径策略” 按钮,打开 “策略选取器” 对话框, 选择 “叶盘” 策略, 打开叶轮加工编辑界面, 再选择 “叶盘区域清除模型” , 打开 “叶盘区域清除” 对话框,然后按参数进行设置, 如图 2 所示。
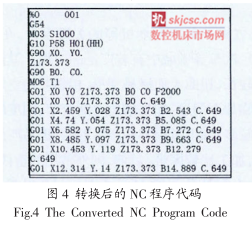
4.3 叶片精加在 POWERMILL 综合工具栏中,单击“刀具路径策略”按钮,打开“策略选取器”对话框,选择“叶盘”策略,打开叶轮加工编辑界面,再选择“叶片精加工”,打开“叶片精加工”对话框,按参数进工行设置,如图3所示。
4.4 后置处理
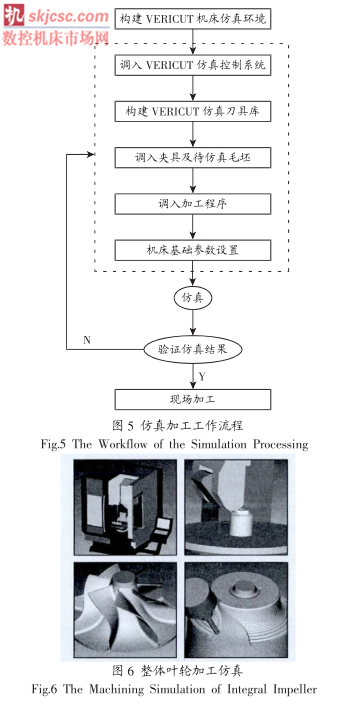
由 POWERMILL 生成的刀位文件是一个过渡性文件,还不能被数控机床直接使用, 需要经过后置处理转换成数控机床能执行的数控程序,再输入机床才能进行零件的数控加工。采用POWERMILL 的后置处理模块 PMpost 程序,并配合机床选项文件 (*.pmopt 文件 ) , 完成刀位文件向数控机床所能识别的 NC 程序代码的转换。转换后的 NC 程序代码, 如图 4 所示。
5. 数控加工仿真
采用POWERMILL完成整体叶轮数控加工程序的编制后,根据实际机床的结构与性能,在VERICUT平台对数控加工过程进行仿真。采用德马吉DMU 50V五轴数控机床仿真模型,DMU 50V具有X、Y、Z三个直线运动轴和B、C两个旋转轴。设置X、Y、Z三轴的行程分别为750mm、600mm、520mm;B 轴转角范围为(-90~+90 ) °,C轴转角范围为(0~360 ) °; 主轴最高转速可达20000r/min。在 VERICUT 中进行仿真加工的工作流程,如图5所示。根据仿真加工工作流程图,在VERICUT平台中创建DMU 50V 机床模型,选择机床系统控制文件hei530.ctl,添加加工所需的刀具库,调入工件模型、毛坯模型、夹具等,调入仿真用的数控程序文件,最后在VERICUT系统中进行仿真加工,仿真结果,如图6所示。
6. 结论
通过 Pro/E 创建整体叶轮的CAD模型,利用POWERMILL生成叶轮加工相应的刀具轨迹,并后置处理成机床识别的NC文件,最后在VERICUT系统中构建的DMU50V五轴加工中心仿真环境中进行加工过程的仿真。通过模拟数控机床的实际运动,验证了后置处理和数控加工程序的正确性,减少了零件首次调试的风险,检查了潜在的碰撞错误,降低了机床碰撞的风险,从而达到了优化程序、提高加工效率、缩短加工周期、延长刀具使用寿命的目的。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>模具企业数控电火花加工的工艺流程
- target=_blank>发动机缸体曲轴孔加工专用镗床设计
- target=_blank>浅谈船用柴油机共轨单元加工技术
- target=_blank>航空发动机风扇/压气机叶片制造关键技术
- target=_blank>船舶发动机的快速成型与快速制造技术

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

