
引言
单拐曲轴是大功率柴油机研制项目中的关键部件,具有精度要求高、研制难度大、研制周期紧等特点。本文根据工厂现有设备条件和生产能力,在没有专用工装的情况下,自主开发设计了单拐曲轴的加工工艺和工艺优化方案,解决了单拐曲轴在普通机床中的加工难题,同时也证明用传统加工曲轴工艺方法可缩短研制周期、降低研制费用。
1.单拐曲轴结构特点
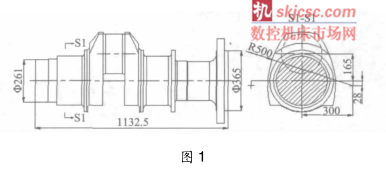
单拐曲轴材料为 42GrMoA 合金钢,其毛坯采用自由锻成型,经调质处理后抗拉强度 ≥980(![]() ),总长1 132.5 mm,主轴径 Φ300 mm,连杆轴径Φ240 mm,中心距165 mm 见图1。单拐曲轴加工时回转离心力大,不易平衡。主轴径、连杆轴径处均采用外切圆弧结构,具有轴粗短,钢性强的特点,对制造工艺水平是一大挑战。
),总长1 132.5 mm,主轴径 Φ300 mm,连杆轴径Φ240 mm,中心距165 mm 见图1。单拐曲轴加工时回转离心力大,不易平衡。主轴径、连杆轴径处均采用外切圆弧结构,具有轴粗短,钢性强的特点,对制造工艺水平是一大挑战。
2.单拐曲轴加工技术难点
(1) 由于单拐曲轴数量少、研制周期紧,同时专用工装生产周期长、费用高,因此在研制单拐曲轴过程中没有设计、制造专用的磨削曲拐轴径的曲轴磨工装、加工曲拐轴径偏心工装和加工曲臂工装。
(2) 在没有专用曲轴磨工装的情况下,在普通曲轴磨床上磨削曲拐轴径时,要保证偏心距165 ±0.1的难度较大。
(3) 根据单拐曲轴图纸尺寸(见图 1),无法将单拐曲轴装夹在回转车床的工件装夹托架上,回转车床二端的托架尺寸是一样大小的,且在不装轴瓦的情况下最大直径为 254 mm。在没有专用加工曲拐轴径偏心工装的情况下,在 SI-148A 普通回转车床上加工轴径,采用常规工艺手段难以实现。
(4) 由于单拐曲轴曲臂偏离主轴径中心X方向300mm、Y方向28mm、R为500 mm,工厂现有回转车床刀架最大直径仅为 Φ650 mm,要想在回转车床上加工曲臂,托架中心高度需向下偏移28mm,需专用托架,同时曲轴也放不进回转刀架龙门,曲臂无法加工。另外,如在普通C61125大车上加工,需大型专用曲轴偏心车工装,同时加工时回转离心力大,不易平衡。因此曲轴曲臂加工是加工中难点之一。
3.解决方法及工艺措施
(1) 为保证偏心距 165±0.1 的精度,借用曲轴修磨偏心工装并根据单拐曲轴实际情况加以简单改进来磨曲拐轴径。先将曲轴自由端、联轴端两端工艺轴粗磨至工装档外圆所需工艺尺寸公差要求,利用现有曲轴修磨偏心工装磨单拐曲轴两端工艺轴的外圆定位。进行曲轴磨头、尾架回转平衡配重,在曲轴修磨偏心工装上调整曲拐轴径 165±0.1mm中心距。粗磨曲拐轴径后检测,根据实测的偏心距尺寸,再对曲轴修磨偏心工装的偏心距进行精调。磨削曲拐轴径时,采用边加工边测量边调整的方法,确保曲拐轴径与中心距尺寸和精度要求。
(2) 针对加工曲拐轴径时没有专用偏心工装的难点,在制定工艺过程中,根据单拐曲轴的图纸尺寸与工厂现有设备参数进行了论证,采取了在单拐曲轴的两端增加工艺轴(同时考虑到在磨削曲轴时也需用到此工艺轴)的方案,来解决无法在回转车床托架上装夹单拐曲轴的难题。在车削二端直轴时按回转托架轴瓦直径车削两端工艺轴外圆,并且在车削加工中采粗、精加工分开的方法。粗、精车连杆轴径时,先粗车连杆轴径开档平面和外圆,再粗、半精车内切圆角,然后半精车连杆轴径开档平面和外圆,保证内切圆角与连杆轴径同轴度。为了保证 165±0.05 mm 中心距,采用边加工边测量方法,保证连杆轴径车削尺寸及中心距工艺要求。
(3) 受车床回转直径的限制,曲臂的外形无法在回转车床上加工。在编制工艺时采用了先用样板对曲臂外形放单边5mm进行划粗加工线,并在龙门铣上按粗加工线粗铣出曲臂外形,在后续热处理调质后再用精加工尺寸样板划精加工线,然后再在龙门铣上按精加工线密集铣曲臂外形,最后用打磨抛光的方法来达到图纸尺寸要求。
4.结论
在单拐曲轴研制过程中,由于未采用专用的工装,给研制工作带来了很大的挑战。通过工艺编制时对工厂现有设备参数的充分论证,同时在工艺上采取一些针对性的措施和工艺优化方案,使单拐曲轴的加工尺寸和精度均符合产品图纸要求。由于减少了专用工装的设计和制造周期,使研制周期大大缩短,确保了研制项目的进度要求,并且降低了研制费用,为以后研制同类型的曲轴积累了实际经验,同时证明在普通的加工设备上也能加工出大功率柴油机单拐曲轴。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>发动机缸体双金属曲轴孔半精镗及精镗加工工艺
- target=_blank>高压共轨柴油机飞轮周孔高效自动加工机床研制
- target=_blank>内燃机主轴承盖类零件加工工艺性研究
- target=_blank>整体叶轮五轴数控加工的研究
- target=_blank>模具企业数控电火花加工的工艺流程

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

