
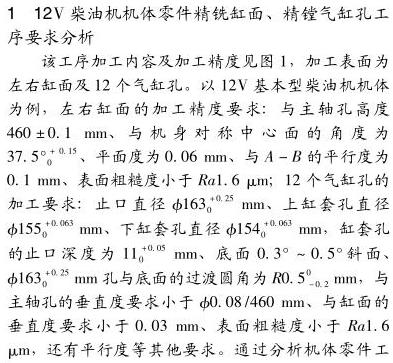
序图加工要求可知,左右缸面及 12 个气缸孔加工要求非常高。
该工序加工内容原本由 2 台专机分 2 道工序完成。原缸套孔精镗专机设有两个镗头,加工时互相干扰,缸套孔尺寸 精度、圆柱度及表面粗糙度难以保证; 其精镗头轴向走刀,底面的0.3° ~ 0.5°mm斜面面、 mm 孔与底面的过渡圆角 R0. 50-0. 2mm不易保证,均采用手工刮削,生产效率低。
因此能够在一台数控专机上完成左右缸面的精铣加工、12 个气缸孔的精镗加工是企业解决这一问题的理想途径。
2.数控专机设计及难点
在最少的装夹下完成左右缸面的精铣、12 个气缸孔的精镗等工艺过程,并保证工件的加工精度和要求,是该专用机床的设计目标。为完成设计目标,在设计时必须解决以下 4 个难点问题: (1) 必须解决前文中提到的 6 大瓶颈问题; (2) 需解决机床各部件相互协调完成较为复杂动作的问题; (3) 由于机体质量达到 750 kg,需解决如何保证各部件有足够的承载能力问题;(4) 为了满足不同种类的 12V、16V 机体加工,需解决缩短机床调整、上下料等辅助时间等问题。
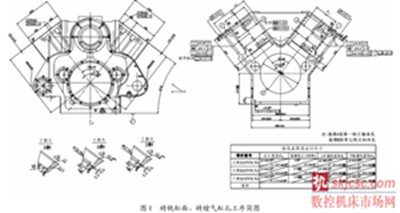
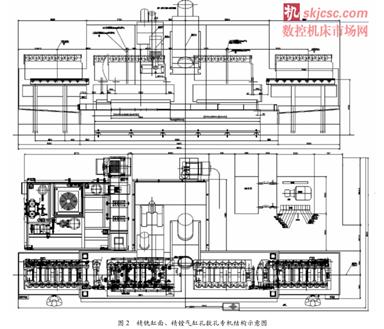
3. 数控专机的布局与动作顺序综合考虑该专用机床整体刚性、空间结构和排屑性能等因素,采用立式单面布置。为确保整机稳定性和刚性,床身底面形状设计为 “L”形,而非一般机床所采用的 “I”形。机床各部件布局见图 2,其主要部件为数控移位滑台、数控进给滑台、强力铣削头、精镗头、连体斜立柱、夹具等。
机床完成设计目标的动作顺序是: 按钮,定位面吹屑,人工推工件到机动滚道,按钮,隔料装置放行,工件进入夹具,滚道落下,液压插销,夹紧油缸夹紧工件,自动装置锁紧,气检检测,铣头主轴启动,数控滑台快进,工进 (铣削切削液启动),加工完成后,铣头主轴停止 (铣削切削液停止)。
数控滑台快进至镗孔一工位,镗头主轴启动,立式滑台快进,工进 (镗削切削液启动),量仪导向柱碰触工件顶面后,压缩量仪,发出止口刀到位信号,进给滑台停止 (切斜面时,进给滑台和出刀伺服走插补),止口刀横车止口端面,车到位后,滑台反向工进,镗出止口圆锥面。反镗时精镗刀已被斜块顶出到精镗位置,精镗刀精镗上下缸孔。加工完成后,镗削切削液停止,进给滑台快退回原位。
按以上循环,数控滑台依次移到二、三、四、五、六工位,依次镗削 2、3、4、5、6 缸孔。数控滑台快退回原位,夹紧油缸放松工件,液压拔销,滚道升起,自动滚滚刀反转,工件退出夹具到机动滚道上,人工吊起工件,旋转工件,按照上述顺序依次铣削另一缸面、按钮,镗削 12、11、10、9、8、7 缸孔。数控滑台快退回原位,夹紧油缸放松工件,液压拔销,滚道升起,自动滚滚刀正转,带工件出夹具。进入工件下一循环。
4.数控专机主要功能部件设计
4.1数控移位滑台 数控移位滑台是为工件铣削进给提供动力和 6次定位进行镗孔起到输送和定位作用。靠滑台数控行走实施定位,并设有定位检测、纠错功能。
为了保证图 1 中各缸套孔的位置精度,滑台定位后由液压锁紧装置锁紧滑台。为了保证滑台导轨有足够的承载能力,滑台导轨设计为硬导轨,和滑台座设计成一体,采用高性能铸铁材质,导轨表面采用超音频火,淬火后经导轨磨床磨削。滑台体采用高刚性、高强度设计,铸造后进行一次热时效处理,粗加工后进行一次热时效处理。为了提高滑台体精度,滑台体的阴导轨需进行贴塑或涂塑处理,与阳导轨配刮。滑台靠伺服电机通过弹性联轴器连接滚珠丝杠驱动移位。
4.2数控进给滑台数控进给滑台是为镗头进给切削工件提供驱动。数控进给滑台设计与数控移位滑台设计基本相同。
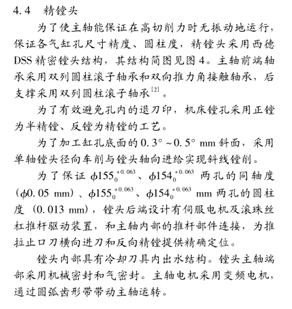
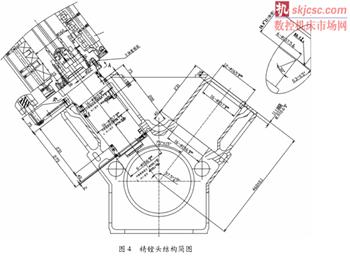
4.3强力铣削头强力铣削头采用西德 SFER 铣削头,其结构简图见图 3。其主轴前轴径为 ,前轴承为内孔1∶12锥度的双列圆柱滚子轴承与双向推力角接触球轴承组合。整个主轴系统精度高、刚性好。
强力铣削头为滑台式,主轴中心低,增加了系统刚性; 具备自动让刀功能,可进行二次进给。为了增加铣削头的刚性,强力铣削头的导轨在铣削时液压锁紧。强力铣削头外部用同步齿形带传动,内部用斜齿轮传动,齿轮与主轴采用涨套无隙联接,传动平稳、噪声低。
为了确保灰尘不进入铣削头,铣头端部采用机械密封和气密封双重密封。
主轴电机采用变频电机,通过圆弧齿形带带动主轴运转。
4.5连体斜立柱
为了保证左、右缸面的高度、平行度等要求,考虑整体刚性等要求,采用连体式斜立柱,铣头和数控滑台并排安装在连体斜立柱上。为了降低加工过程的动平衡,立柱内腔设有配重,平衡铣头、滑台及镗头质量。
立柱体采用高性能铸铁,采用高刚性、高强度设计,铸造后进行一次热时效处理,粗加工后再进行一次热时效处理,以消除内应力、减小变形。4.6夹具 夹具由夹具体、定位机构、夹紧机构等组成。
定位机构。根据上机前的毛坯状态,定位机构采用一面两孔定位。夹具上安装等高定位块用于工件底面定位; 安装液压升降架,采用固定定位销,用于工件底面两定位销孔定位; 同时为提高定位精度、减轻变形,使用了卡帕斯辅助定位装置。为了剔除前工序底面精铣精度不合格的零件,保证当前工序的加工精度,确保当前工序定位可靠,在夹具的定位面设有定位前吹气装置,定位后气检装置。定位支承板上设有 3 个气检出口,连接气检机构,用于工件平面定位气检。
夹紧机构。采用翻板压紧结构。夹具体两侧设 6个压紧油缸,通过压板压紧在工件两侧面窗口处。夹紧机构采用楔铁自锁装置,保证夹紧可靠。夹具上工件两侧设计弹簧顶紧高油压锁紧的辅助抱紧结构,保证加工过程中工件不变形,保证工件加工平面度。
4. 7刀辅具
铣刀采用进口精铣刀。该刀盘为盖帽结构,刀盘分为法兰连接体和刀盘两部分,检查刀盘时只需拆卸刀盘即可。刀片采用硬质合金可转位形式。采用定位芯轴连接刀盘和铣头主轴。立柱上设置旋转铣刀换刀托架装置。
镗杆外表安装 2 把半精镗缸孔刀,1 把半精镗止口孔刀,2 把孔口倒角刀,3 把可伸缩调整的精镗刀:镗杆内 3 滑块上分别安装 1 把止口车削和 2 把反镗孔刀。
镗杆内部有推杆,推杆上有斜齿面和刀块齿面啮合,当推杆在油缸推动下伸缩时,带动止口镗车横车止口端面; 推杆在靠近精镗缸孔处有斜面推动顶杆,用于推动可弹性变形的精镗刀。
4. 8电气控制系统 为了提高加工过程中的控制精度,整机采用FANUC Oi mate 数控系统进行控制。进给轴采用伺服电机驱动。铣头主轴和镗头主轴均采用变频电机驱动。移动滑台采用伺服电机驱动。为了避免干扰,模块之间用光缆连接,设有工位坐标检测超差报警装置。
4. 9液压系统 采用外置式单独液压站,叠加阀结构。液压站至机床采用空中走管。
4. 10止口深度控制仪 为了有效控制缸孔的止口加工深度 ,采用马波斯 (MARPOSS) 量仪由 尺寸发令控制,去掉镗头与工件的死挡铁机械定位装置。
4. 11冷却、排屑、润滑系统 为了降低加工中切削热的影响,机床采用大流量冷却液进行铁屑排除。冷却箱与自动排屑为一体结构。铁屑被冲到排屑器后,被提升到排屑小车。冷却液通过过滤,又被水泵打到冲屑管路中。
为了延长机床的精度及寿命,采用自动集中润滑系统润滑导轨、滚珠丝杠和夹具。
5、结论
12V 柴油机机体精铣缸面、精镗气缸孔数控专机的设计,基于对目标工件工序要求的仔细分析,得出对机床动作及功能的要求,找出其设计要点和难点,通过对这些问题以及机床整体结构、功能部件结构设计进行分析和探讨,采用了来自生产一线的实际经验以及一系列新技术、新方法、新结构,使设计目标得以合理充分地实现。该专用机床经过近两年的实际应用验证,产品质量稳定性好,工作效率高。
该专机的成功开发,为发动机制造企业开拓新产品预留了很大的发展空间。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank> 风力发电设备加工的优化解决方案 -山特维克可乐满
- target=_blank>刀具优化提高发动机缸孔粗镗加工效率
- target=_blank>异形零件钻孔工装设计
- target=_blank>北京精雕严把质量关 实现企业腾飞
- target=_blank>超小型水轮机模型蜗壳的整体数控加工

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

