
前言
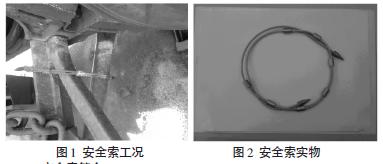
转向架是铁道车辆上最重要的部件之一,直接承载车体重量,限制列车速度和保证车辆顺利通过曲线,要承载多重载荷,各零部件承受着弯曲、拉伸、剪切、扭转等应力作用,因此,列车运行过程中,转向架上的交叉杆存在断裂的风险,一旦断裂脱落就会导致行车恶性事故。在K2转向架中采用了安全链和安全索双重安全保证措施,用安全索把交叉
杆绑在制动梁上,力求把货车运行风险降到最低。安全索的重量仅为0.17kg,列车在高速运行中不会因磕碰造成交叉杆和制动梁损伤,具有较强的安全性、实用性(图1 安全索工况、图2 安全索实物)。
1 、安全索简介
安全索由2 个端头、7 个接头和2 根钢丝绳零部件组成(图3),端头的材质为BL2,塑形强,加工成子弹头形状,装车操作方便;接头材质为6063-O,重量轻且具有极强塑形,通过模具能把两根钢丝绳牢固压紧;钢丝绳选用航空用钢丝绳,牌号为4ZBB6X19+IWS1770ZS,表面镀锌,增加防腐性能。
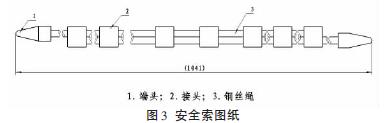
技术要求:单项额定拉力10KN,双向额定拉力20KN
2、 安全索制造工艺过程
2.1 制造难点分析
安全索是由两根φ4 钢丝绳穿入端头,中间用接头压紧而成。为了保证钢丝绳和端头连接紧固,就必须把端头内孔加工的足够小,同时还要保证钢丝绳容易穿入。因此,要解决两个技术难题,一是钢丝绳下料问题,要保证三点:断面融合、熔断处直径不能超过φ4.3、过烧距离≤4mm;二是钢丝绳和端头连接紧固问题,确保在规定拉力范围内,钢丝绳
既不能从端头中抽脱,自身也不能断裂破损。
2.2 研制专用下料机
为了解决钢丝绳下料问题,尝试了两种方案:一是用气焊直接烧断,优点是一次性投入低,缺点是产生大量烟尘,作业环境差、生产效率低,大部分过烧距离达到7-8mm,做拉力实验都是从过烧处断裂,不能满足需要。二是制作钢丝绳专用下料机,优点是钢丝绳熔断面规整,过烧距离在2-3mm,能满足技术要求;缺点是一次性投入在7000 元以上。
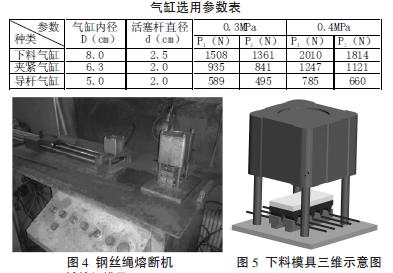
为此,设计了钢丝绳专用下料机(图4),利用电流短路原理,把大电流作用在下模两个电极上,通电后短路致使钢丝绳熔断(图5)。主要部件有变压器、下料气缸、夹紧气缸、导杆气缸、控制阀等(风缸选用参数见下表)。气缸一个工作循环下料5 根,工作效率很高,同时在下料机上面安装了排风系统,现场工作环境得到改善。
气缸选用输出力计算:
气缸理论输出力P(N)
推力P1=π/4×D2×P 式中D-气缸内径(cm)P-气缸工作压力(MPa)
拉力P2=π/4×(D2-d2)×P 式中d-气缸活塞直径(cm)
2.3 设计缩径模具
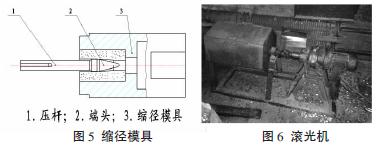
为了保证拉力性能实验100 合格,就要尽量减少由于人为原因存在的偶然因素,使端头的塑形变形后的径向公差控制在0.03mm 以内,经过大量实验摸索,设计出压杆和缩径模具(图5),压杆采用的材质为60Si2Mn 的弹簧钢加工而成,在经过调质处理后,硬度在HRC50-55。缩径模具工作面直径为φ9.6+0.02,采用硬质合金制造,硬度大于HRC60。工作原理是把钢丝绳穿入端头内孔(钻φ4.3)处,然后用压杆把端头压过缩径模具,使端头径向尺寸由φ11.45 缩小为φ9.6,长度由27mm 伸长到30mm,使钢丝绳和端头紧固连接。
2.4 确定端头工艺尺寸
端头组装后图纸规定尺寸为φ9.5+0.5,选用φ12 原材料加工,选用三个尺寸φ11.25、φ11.35、φ11.45,选用每种尺寸的端头30 个加工成品后,做拉力实验,得出结论,尺寸φ11.45 的端头缩颈后,拉力性能实验效果最好。2.5 加工接头及去除毛刺接头采用铝管加工成型,长度为14+0.50mm,公差相对较大,选用外购圆盘锯床切割,可以保证工艺尺寸,工作效率很高,不足之处是存在毛刺。为此,自行设计了滚光机(图6),由电动机、减速器、万向节、滚筒组成。把接头放进滚筒内,旋转2 个小时左右,接头端部毛刺就会清除。
3 、安全索的组装
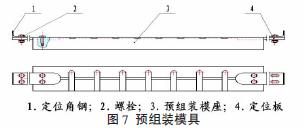
3.1 预组装
设计了预组装模具(图7),共有6 个定位尺寸,包括总长尺寸、5 个接头间距,然后用专用工具把接头砸紧,完成了安全索的预组装。
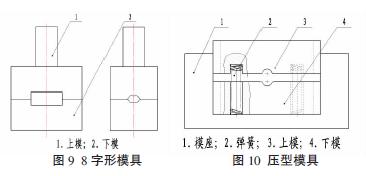
3.2 成型
为提高工作效率,减轻工人工作强度,保证钢丝绳不在接头中抽脱,设计制作“8”字形模具(图9)及压型模具(图10),使用模具用油压机把接头压紧,使两根钢丝绳连接的更加紧固。
4、 效果
安全索的国产化研制成功,降低了转向架整机的生产成本,从下料到组装形成了流水线作业,人均单班(8 小时)完成120 根成品, 10 人月产量在5000 台以上(8 根/台车),产品性能满足技术要求,为铁路货车图9 8 字形模具图10 压型模具安全稳定运行做出了贡献。(文自:齐齐哈尔铁路车辆集团劳动服务公司 )
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>数字化复合加工技术在复合材料构件制造中的应用
- target=_blank>高速剑带孔加工冲压模具及加工工艺研究
- target=_blank>柴油机缸盖铜套漏水解决措施
- target=_blank>将外圆磨削精确到点
- target=_blank>飞机用钛合金的加工方法及加工实例

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

