
铝合金车轮具有质量轻、能耗低、散热快、减震性好、安全可靠、外观漂亮、图案丰富以及平衡性好等优点,被整车制造企业和广大车主所青睐。
我国铝合金轮毂的生产大多采用低压铸造工艺。该工艺是在20世纪80年代后期由中信戴卡公司引进,经过20多年的发展,已经比较成熟。但真正意义上的开发设计工作是在最近几年,随着我国整车制造水平的提升,才开始与整车开发同步进行设计。
车轮设计要点
铝合金车轮的设计包括外观设计和工程设计。车轮外观要与整车外观相匹配,车轮不仅是外观件,还是重要的安全部件,因此外观设计时就必须考虑工程要求。一般情况下,在车轮进行外观设计时,工程人员也要参与,与造型设计师共同完成外观设计工作,以缩短车轮的开发周期。
现以大众车轮设计为例,具体分析低压铸造铝合金车轮设计中关注的要点。大众车轮执行德国大众标准和欧盟的设计规范,主要考虑的方面有整车造型、车轮装配、车轮生产工艺和车轮试验。
1.整车造型
车轮是整车的时尚装饰,是对整车外形设计的一种延伸,因此车轮造型作为整车造型的一部分,必须与整车的造型风格协调一致,给人以美感。
2.车轮装配
车轮最终要装配到整车上,装配时与之相配合的零部件有轮胎、平衡块、刹车鼓、安装盘、安装螺栓和气门嘴。
铝合金车轮设计时注意的装配要点如下:
(1)轮胎与铝合金车轮装配的轮胎一般情况下是无内胎的子午线轮胎,在轮胎与车轮轮辋之间形成一个封闭的空间。大众车轮的轮辋结构执行欧洲轮辋标准——ETRTO标准,该标准对轮辋各部位的结构、尺寸做出了明确规定,在车轮设计时必须严格遵守。同时,为防止车辆行驶过程中路肩石划伤车轮表面(路肩石的高度标准为150mm),要求车轮正面不能超出轮胎外侧面,一般要缩进2.5mm以上。
(2)平衡块平衡块的作用是使车轮在高速旋转下保持平衡,避免车辆在行驶过程中抖动和方向盘振动,提高车辆的舒适性。车轮设计时,要求平衡块与刹车鼓之间的间隙不小于3mm。
(3)刹车鼓在车辆行驶过程中,车轮是旋转的,刹车鼓是静止的,因此在车轮设计时要保证车轮内表面与刹车鼓之间有一定的间隙,一般控制在3mm以上。
(4)安装盘、安装螺栓安装螺栓是将车轮定位、紧固到安装盘上的零件。在车轮设计时,要考虑安装盘的尺寸,车轮与安装盘的接触面积,安装螺栓的尺寸、结构和数量,螺栓的安装空间以及螺栓孔在车轮造型中的位置(车轮上的螺栓孔最好对应车轮的窗口部位),保证车轮安装安全可靠。
(5)气门嘴气门嘴是向轮胎和车轮轮辋形成的密封空间充气的零件。在车轮设计时要考虑气门嘴的安装位置、安装空间以及气门嘴的结构。铝合金车轮上使用的气门孔一般是TR414或TR413橡胶气门嘴,在高级轿车上也有使用带气压传感器的气门嘴结构。若车轮使用带气压传感器的气门嘴,要保证气压传感器与轮辋之间有1mm以上的间隙。车轮生产工艺要求铝合金车轮的生产工艺有重力铸造、低压铸造、铸旋和锻造等。目前,我国铝合金车轮的生产主要采用低压铸造工艺,占我国铝合金车轮总量的80%以上。因此,本文重点介绍低压铸造铝合金车轮设计中应当注意的要点。低压铸造铝合金车轮的生产主要包括熔炼、压铸、热处理、金属加工和喷涂五大工序。
1.熔炼
熔炼是将外购的铝合金锭熔化成铝液,并在其中添加Si、Mg、Ti、Sr等合金元素,改善铝合金的力学性能,为压铸工序提供合格、稳定的铝液。目前,我国铝合金车轮使用的材料是A356(欧洲称为AlSi7Mg)。其中各合金元素的质量分数为wSi =6.5%~7.5%,wMg=2.0%~4.0%,wTi= 0.03%~0.15%,wSr=0.01%~0.02%。熔炼工序提供的铝合金液的密度为2500~2600kg/m3。
2.压铸
本工序是铝合金车轮的成形工序,通过干燥的压缩空气将铝液压到金属模具中冷却成形。该工序是保证铝合金车轮综合性能的关键工序。在车轮设计时考虑的重点:
1)铝液在模具中的流动是否通畅,要实现层流,避免紊流。
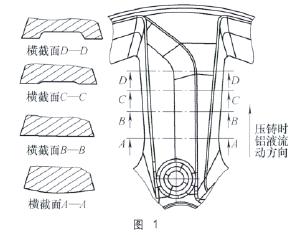
2)铝液在凝固过程中是否能够实现顺序凝固,即后冷却部位的铝液补充到先冷却的部位,以保证车轮的组织结构致密,提高车轮的综合力学性能。为实现顺序凝固,在车轮造型设计时,就要求后冷却部位的铝液通流面积≥先冷却部位的通流面积,保证S A -A≥S B-B≥S C-C≥S D-D(见图1)。当车轮造型的要求不能满足时,就需要在模具设计时保证该项要求。
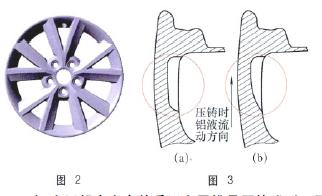
3)降低铝液流动通道的阻力。在车轮造型设计中,应避免在铝液流动通道中突然出现凸起现象,影响铝液的正常流动。因此,设计时应尽量将车轮螺栓孔避开铝液流动的主通道,图1中螺栓孔的布置位置正好在轮辐的中间,不利于铝液的流动和补缩。补缩是在车轮凝固过程中,后冷却部位的铝液向先冷却部位补充,防止先冷却的部位出现缩松的现象。与图1相比,图2中螺栓孔的布置较好。同时,在轮辐减重窝的设计中要避免如图3a所示的结构,该结构对铝液流动的阻力大,不利于铝液的流动、凝固过程中的补缩和车轮轮辐性能的提高,应采用如图3b所示的减重窝结构。
4)由于铝合金车轮采用金属模具压铸成形。因此,在造型设计时就要考虑到拔模角β 的大小(见图4)。β 值的大小根据车轮的轮辐数量、轮辐厚度和在造型中的具体位置而定。一般情况下,轮辐数量越多,β 值越大;轮辐越厚,β 值越大;越靠近车轮中心部位,β 值越大。当β 值较小时,容易出现车轮表面划伤、粘铝等外观缺陷,严重影响车轮的外观成品率,降低模具使用寿命,提高车轮的生产成本。在国内,一般β ≥10°为宜。
3.热处理
目前,我国铝合金车轮的生产均采用T6热处理工艺。该工艺分为固熔、淬火和时效三个工序。其中固熔温度(535±5)℃,固熔时间350min;淬火(水淬)温度70~85℃,淬火时间2~3min;时效温度150~155℃,时效时间200min。通过热处理消除车轮内部应力、细化晶粒、改善组织结构,提高车轮的力学性能。但在热处理过程中,由于车轮内部应力的释放,会使车轮产生变形,变形量的大小与热处理时车轮的放置方式有关。车轮竖直放置时,轴向和径向的变形量均较大,一般为1~2.5mm,严重影响车轮的平衡,车轮造型不易保证,特别是精车亮面造型的车轮,在一只车轮上圆周部位精车面的宽窄不一致;车轮水平放置时,径向变形量很小,主要是轴向变形,轴向变形量一般为0.5~1.5mm,对车轮的平衡影响较小,加工后的成品率较高,车轮造型容易保证。因此,在先进的热处理炉中,轮毂均水平放置。
4.金属加工
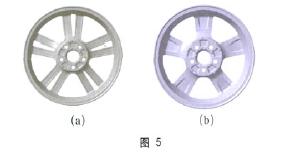
1)在车轮设计过程中,要考虑金属加工时的加工量。加工量越小,金属利用率越大,生产效率越高,成本越低,如图5所示。与图5b相比,图5a中的结构不但减少了金属加工量,而且最大限度地保留了压铸过程中的组织致密层,有利于提高车轮的强度。
2)造型设计时,需要留出足够的操作空间,避免去飞边时飞边刀划伤车轮表面。
3)考虑加工刀具的使用寿命,为了避免因圆角太小而导致刀具在加工过程中磨损过快,一般情况下,过渡圆角R≥2mm为宜。
5.喷涂
铝合金车轮的表面涂装工艺分为全涂装、精车、抛光、电镀和套色等。不同的表面涂装工艺对造型的要求不同,在设计过程中必须加以考虑,否则批量生产时无法满足客户外观要求。
(1)全涂装产品全涂装产品表面一般由底粉、色漆和透明漆三层漆膜构成,对造型设计的要求比较宽松,一般要求造型过渡圆角R≥2mm即可。全涂装车轮造型设计可以相对复杂一些。
(2)精车产品精车产品的表面一般由底粉、色漆和丙烯酸透明粉三层漆膜构成,但在正面精车部位只有一层丙烯酸透明粉。在精车产品的生产过程中,需要先喷涂底粉和色漆,然后转到切削加工工序进行表面精车加工,再转回喷涂工序喷涂透明粉。这样,精车产品需要两次经过喷涂生产线。由于喷涂生产线中底粉烘箱的温度190~200℃,丙烯酸透明粉烘箱的温度160~165℃,对车轮性能的影响较大。一般情况下,精车产品比全涂装产品的力学性能延伸率要低1%左右。
由于精车产品在精车面上只有一层丙烯酸透明粉(标准要求≥60μm),漆膜容易腐蚀,特别是精车面与全涂装面之间的棱边吸附透明粉的能力较差,透明粉层的厚度较薄,存在精车加工时的飞边,更容易出现漆膜腐蚀、起泡等现象。因此,在造型设计中,精车面与全涂装面间需要设计出半圆角结构(见图6),并保证R ≥5mm,α ≥135°,精车表面透明粉层的厚度≥100μm,在精车面与全涂装面棱边无金属加工飞边的情况下,可以满足漆膜240h CASS试验的要求。

(3)抛光、电镀和套色等产品市场占有量很小,只有在少量美系车型和改装市场上使用。抛光、套色车轮生产效率较低,成本较高,不占市场主流。另外,特别指出:电镀车轮的生产对环境的污染比较严重,欧洲市场禁止电镀车轮的使用。车轮试验要求铝合金车轮试验包括台架试验、油漆试验和整车试验等。在设计过程中,特别是工程设计阶段要重点考虑。
1.台架试验
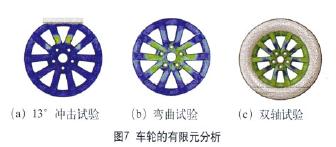
车轮台架试验(又称可靠性试验)包括13°冲击、径向、弯曲和双轴试验等,目前各车轮生产企业均能够结合自身工艺特点,利用有限元分析的方法对车轮造型进行较为准确的计算分析,大大缩短了开发周期,有效保证了车轮的安全性和可靠性。由于各个车轮生产厂家的生产工艺水平略有差异,因此可靠性试验的判据也略有不同。某款车轮的13°冲击、弯曲、双轴试验的有限元分析如图7所示。
三个试验的判断依据分别是:最大变形量<8%,最大应力<140MPa,最小寿命指数>1.8,分析结果分别为最大变形量6.358%,最大应力91.6MPa,最小寿命指数2.129。由判据可知车轮设计合格,安全可靠。
2.油漆试验
铝合金车轮的油漆试验包括漆膜厚度、砾石、CASS、冷凝水、耐气候性、耐汽油、耐柴油、耐洗涤剂以及平衡块附着性等。在这些试验中,较难满足的是CASS试验。大众车轮CASS试验时间为240h,试验完成后要求油漆覆盖的部位不能腐蚀、不能起泡,油漆的二次附着力要满足涂装标准TL239中规定的油漆脱落1级的要求。
为了保证车轮能够满足油漆试验要求,在设计时,除车轮正面外,车轮的背腔和轮辋部位的喷涂方式也都要考虑。主要是背腔和轮辋是否需要喷涂漆膜,是喷涂底粉+色漆+透明漆(或透明粉)的三层漆结构,还是只喷涂底粉,或者可以不喷涂漆膜的结构。一般情况下,为满足CASS试验要求,采用背腔、轮辋表面喷涂三层漆的结构,并要求漆膜总厚度≥30μm。
为保证车轮满足油漆试验要求,在设计过程中,要考虑轮辐表面,特别是轮辐侧面及窗口拐角部位的造型结构。轮辐侧面拔模角β 角度越大(见图4),油漆的附着效果越好,油漆越容易成膜,漆膜厚度越容易保证,越容易满足试验要求;反之,轮辐数量越多,窗口拐角部位越狭小,在拐角处漆膜越薄,越不容易满足试验的要求。因此,建议车轮造型设计时,轮辐数量≤15根为宜。
3.整车试验
铝合金车轮的整车试验包括装车匹配试验、门槛试验、螺栓紧固试验和路试试验等,所有的整车试验均由主机厂完成。
(1)整车匹配试验该试验主要是将车轮安装在车辆上,检测车轮与轮胎、平衡块、刹车鼓、安装盘、气门嘴、紧固螺栓和装饰帽零件是否干涉、是否匹配正常。为满足该试验要求,在车轮设计时,车轮与这些零部件间均要留出必要的安装空间或配合间隙。这点在车轮装配要求中已经做了具体的阐述。
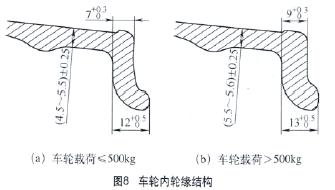
(2)门槛试验门槛试验是模拟汽车在行驶过程中,通过深沟或凸起的障碍物时车轮是否安全的试验。试验条件:满载、车速40~60km/h,障碍物的高度100mm(半径100mm的圆弧)、障碍物与整车行驶方向的夹角30°,轮胎充气压力250kPa。试验判定标准:车轮无裂纹、无漏气,内轮缘侧最大径向变形量≤8mm。为满足门槛试验要求,在车轮设计时,必须考虑车轮内轮缘和轮辋内胎圈座部位的结构、尺寸。图8是满足车轮门槛试验的两种内轮缘结构。
(3)螺栓紧固试验和路试试验车轮螺栓紧固试验是用标准螺栓将车轮以(120±10)N·m的转矩安装在试验车辆上,试验车辆以最大载荷沿规定路线以尽可能快的速度行驶13km后,检验螺栓是否松动;当螺栓转矩<80N·m时,判定车轮试验失败。当车轮螺栓孔周围的材料屈服强度达到190~210MPa、硬度达到85~95HBW时,能够满足螺栓紧固试验要求。车轮路试试验是将车轮安装到整车上,行驶规定的里程,检验车轮是否安全的试验。路试试验分为强化道路试验和普通道路试验。强化道路试验在整车试验场中完成,一般行驶里程为8000km;普通道路试验在国家标准道路上完成,一般行驶里程为100 000km。路试试验的判定标准:完成路试后的车轮进行着色探伤检测,不能出现裂纹、不能漏气。
这两项整车试验是对车轮整体综合性能的检测。在车轮设计中,当满足了生产工艺中提到的各项要求,并保证了生产过程的稳定,这两项试验就能够满足。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>活动导叶夹具
- target=_blank>先进刀具在石油钻采装备行业的应用 中石化石油工程机械有限公司
- target=_blank>3 MW 风电轮毂数控加工工艺及夹具设计
- target=_blank>模具加工中的特种加工技术应用
- target=_blank>关节臂扫描仪对车轮轮辐厚度的测量应用

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

