
由于工程机械的使用场合环境恶劣,工程轮辋受力较大,所以一般工程车辆轮辋采用高强度厚钢板制造,钢板厚度为10~16mm,多件分别成形后焊接在一起而成。传统的成形需要加热,会造成能源浪费、空气污染、表面氧化皮缺陷及效率降低等问题。因此,如何提高生产效率、节能环保、降低成本是工程车轮行业首要研究的技术课题。传统的工程轮辋成形工艺传统的工程轮辋成形工艺,是把大板切成条料、卷筒、焊接制坯成圆筒,再热压成形,通过金属加工、装配,焊接成轮辋。其特点在于单件热压零件,再组装焊接。加热成形,造成能源浪费、效率低,热压氧化皮造成表面缺陷。热压成形工件如图1所示。

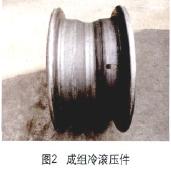
节能环保成形工艺与传统工艺不同的是,节能环保成形工艺把热压成形改为成组冷滚压成形(见图2),再通过金属加工、装配,焊接成轮辋。这种工艺的特点在于两个零件成组同时冷滚压成形,然后切开成两个工件,从而提高了生产效率,也没有氧化皮造成的表面缺陷,达到节能降耗的目的。
经济效益分析
传统的工程轮辋用热压成形工艺,用液压机压形,用电或天然气加热,如一台功率500kW的中频电炉,每小时最多可以生产30件,班产量240件。两件组合后,只相当于120套车轮,每件的加热成本大约16元,每套32元。采用成组冷滚压成形技术,班产量可以达到400套,效率提高三倍以上,而且不需要加热,表面质量好,减少了修磨。我国2011年生产大约30万台装载机,需要120多万套车轮。如果每套节约32元,一年可节约费用3840万元。
这种冷滚型工艺在商用车车轮和乘用车车轮行业已经普遍应用,但由于工程车轮轮辋太厚,对焊缝处理和冷滚型设备能力的要求较高,故相对投资较大。热压容易成形,投资少,进入制造领域的门槛低,应用广泛,但不符合节能环保、绿色制造的理念。
结语
这种成组冷滚压生产工艺的研制成功,为工程车轮行业带来一场节能环保的技术革命。成组冷滚压成形工艺生产多件式工程车轮工艺可行,高效、节能、环保,会给车轮行业带来巨大的经济效益,是工程车轮行业未来的发展趋势。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>盾构机刀具中滚刀的设计及加工工艺
- target=_blank>低压铸造铝合金车轮设计要点
- target=_blank>活动导叶夹具
- target=_blank>先进刀具在石油钻采装备行业的应用 中石化石油工程机械有限公司
- target=_blank>3 MW 风电轮毂数控加工工艺及夹具设计

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

