
水轮机转轮体主轴销套孔镗模加工方法优化
2014-3-23 来源:四川工程职业技术学院 作者: 邱红 胡照海
【摘要】通过介绍水轮发电机的转轮体的作用,并根据精度要求,对其中几个加工难点和关键形位公差保证措施做出了说明,重点说明保证转轮体上各孔分度圆节圆与止口圆同轴度? 0.03 mm要求。对原有的镗模进行适当地改进优化,重新制定转轮体的销套孔加工工艺,从而提高了生产效率和有效保证生产质量。
【关键词】转轮体;主轴销孔加工;镗模改进;工艺方法
转轮体是水轮机核心部件,它利用水流的动能和势能,使其转动,通过主轴联到发电机,从而带动发电机而发电。转轮体与水轮机主轴联结构成水轮机转动部分。转轮体把合面螺孔、定位销套孔与水轮机主轴把合面把合孔、销套孔需分别加工,为确保两联结部件销套孔在旋转轴上定位及定心精确,通常采用镗模加工方法。采用镗模加工两联结部件销套孔工艺在生产实际中已使用多年,但还是有不足之处需要改进。在转轮体销套孔加工中,对转轮体销套孔镗模加工工艺做出改进之后,会使加工质量有很大提高,加工、检验过程会更加简化。
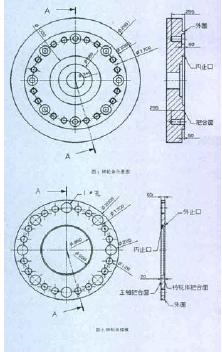
1 转轮体结构和主要技术要求如图1 所示, 转轮体的具体技术要求是: 转轮体把合面外圆与内止口圆圆度0.03 mm和同轴度? 0.03mm;把合面上8- ?205销套孔和24-M110 x 6螺孔按24等分均布;节圆?1700 mm,节圆与内止口圆度0.03 mm,同轴度? 0.03 mm;24-M110x 6螺孔位置度? 0.03 mm;8- ?205销套孔位置度?0.02mm。
转轮体- 主轴镗模把合面按转轮体把合面结构设计如图2所示,外圆与内、外止口圆圆度0.03 mm和同轴度? 0.03 mm。镗模-转轮体把合面与转轮体贴合加工转轮体,镗模-主轴把合面与水轮机主轴贴合加工主轴,在镗模外圆销套孔处作标记1#,用于加工时确定镗模方向。
2 加工难点分析和改进措施
加工要求是转轮体把合面上8- ?205销套孔和24-M110 x 6螺孔按24等分均布,24-M110 x 6螺孔位置度? 0.03 mm,8- ?205销套孔位置度? 0.02 mm,节圆与内止口圆度0.03 mm和同轴度? 0.03 mm,而且各孔与主轴把合面上各孔对应。由于加工部件节圆尺寸较大,按现有数控机床精度分别加工转轮体和主轴,各孔的位置度则不能保证。虽然采用转轮体-主轴镗模加工销套孔,转轮体和主轴上各孔位置度也不能得到保证,但是对应孔同轴度能控制在? 0.02 mm内,能保证了转轮体与主轴装配联接。在这里关键是要保证转轮体上各孔分度圆节圆与止口圆同轴度? 0.03 mm要求,简化加工、检验过程,所以必须对镗模加工工艺进行了改进。根据加工经验,在这里对镗模提出一下两点改进措施:
2.1 修改镗模内、外定位止口尺寸,不再用镗模止口与加工部件定位,而是设计,制造镗模时增加镗模外圆与定位止口同轴度要求,用镗模外圆与加工部件定位。这样就便于镗模安装检验,定位精度比检查镗模定位止口与加工部件间隙的方法更高,检验方法更简单。
2.2 止口不定位后,为了确保镗模与加工部件在加工中不产生横向位移,镗模在加工件上安装定位后,加工销孔前同时铰4-?16锥销孔作为定位。
3 转轮体8- ? 205销套孔镗模加工工艺通过以上两点改进措施后,现在对8- ?205销套孔的加工工艺作具体分析如下:
3.1 工件的装夹和加工机床的选择将转轮体侧放,把合面正对数控镗床,转轮体把合面高点标记H-H方向且向上,百分表紧固在找正杆上,在把合面X、Y方向找正<0.02 mm,装夹后复查。
3.2 粗加工把合面上各孔按转轮体外圆确定圆心,把合面高点标记H-H方向处作为分度孔起点,然后编程粗加工把合面上各孔,尽可能减少粗加工产生的变形。利用数控加工提高粗加工效率,也可控制粗加工各孔的位置。
3.3 粗加工后复查找正百分表紧固在找正杆上,把合面X、Y方向找正< 0.02 mm。
4 镗模在转轮体上的安装
4.1 镗模安装方位
为确保转轮体与水机主轴把合后,把合面高、低点能错开,以补偿转轮体把合面和水轮机主轴把合面的误差,镗模外圆销套孔处标记1#(如图2所示),需按以下方式定向:
凹止口(转轮体):镗模销套孔处标记1#,与把合面高点标记H-H呈180o对称分布凸止口(主轴):镗模销套孔处标记1#,与把合面高点标记H-H同向
4.2 镗模定心时的偏差要求
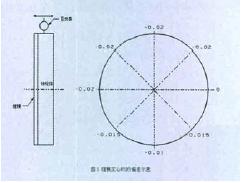
如图3所示,镗模安装后,百分表紧固在找正杆上,开动机床主轴在转轮体与镗模的外圆上轴向移动,检查、调整转轮体与镗模的差值,在圆周上共检查8点,对称点差值<0.02 mm。同时转动调节镗模销套孔处标记1#孔与粗加工孔同心。
4.3 沿圆周方向检查转轮体与镗模把合面间隙,间隙基本为零,局部间隙不超过0.01 mm。
4.4 镗模在加工件上安装定位后,加工销孔前同铰4-?16锥销孔,装锥销定位镗模。
4.5 转轮体销套孔加工首先百分表紧固在找正杆上,按镗模销孔深度1/2处转动机床主轴圈圆检测,确定机床主轴与镗模销孔同轴度< ? 0.01 mm,然后在转轮体上试镗销套孔找正带,用百分表检查镗模销孔与试镗销套孔找正带同轴度,如同轴度< ? 0.02 mm,可进行半精加工、精加工;如同轴度>0.02 mm,按偏差方向调整机床主轴位置,再试镗销套孔找带,用百分表检查镗模销孔与试镗销套孔找正带同轴度,直到同轴度满足要求,进行精加工。其余各销套孔均按上述方法加工。4.6 M110 x 6螺孔数控螺旋插补铣M110 x 6螺孔定位:按加工销套孔方法,在转轮体上加工找正带,待交检合格拆除镗模后,按找正带定心编程加工M110 x 6螺孔。最后在拆除镗模前交检,按镗模安装方位、镗模定心时的偏差要求、转轮体与镗模把合面间隙要求、各孔与镗模销孔同轴度要求进行检查。
5 总结
经转轮体生产实践检验,转轮体-主轴销套孔镗模加工方法,改进了镗模定位方式和检验方法,便于镗模安装检查,简化加工、检验过程,定位精度比检查定位止口与加工部件间隙方式更高,生产效率和产品质量都得到提高。在水轮机主轴与发电机主轴、发电机主轴与转子支架等两联结部件销套孔加工中能得到应用和推广。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控刀具在轨道交通行业零部件加工中的应用
- target=_blank>精锻铝合金车轮(高级轿车)模具UG/CAD/CAM应用
- target=_blank>水轮机推力镜板的加工
- target=_blank>工程车轮轮辋的节能制造工艺
- target=_blank>盾构机刀具中滚刀的设计及加工工艺

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

