
模型蜗壳的高效数控加工技术
2014-4-13 来源:四川省德阳市东方电机研究试验中心 作者:王健伟
我公司生产的水轮机电站模型中通流部件主要是由蜗壳、肘管、扩散管以及支墩等零件组成。该通流部件的加工往往采用传统的焊接拼装工艺,就是按照通流部件的单线图将等厚的钢板在卷筒机上卷压成形,然后将它们一块块焊接拼装起来。这样导致的结果是焊缝高低不平,表面粗糙度差,需要花费大量的手工作业来进行抛光、打磨,因此工人劳动强度大,生产效率很低,生产周期长,而且几何尺寸也不能得到有效的保证,从而影响到了水轮机模型的整体效率,越来越不能满足现代水轮机电站模型的水力试验需求。
随着计算机硬、软件技术和其他科学技术的进步与发展,CAD/CAM技术日趋强大和完善,它的应用范围也在不断扩大。数控加工是CAD/CAM技术中最能明显发挥效益的生产环节之一。现代制造技术和控制技术的快速发展,使得数控加工技术也在不断得到更新和提高,它在制造业中的重要地位也越来越凸现,在生产加工过程中所占的比重也越来越大。
为了提高水轮机电站模型通流部件中蜗壳的加工质量和效率,我们在考虑了现有的数控加工设备和CAD/CAM系统软件后,决定将模型蜗壳的生产加工实现数控化。
设备的选择
蜗壳的结构特点是精度要求高,加工尺寸大,许多重要的孔和加工面位于三维立体空间位置,这给加工和测量都带来很大的困难。某窝壳的加工尺寸为1 583mm×1 509mm,尺寸较大。它上面的很多测压孔和把合孔都位于三维立体空间位置,而且把合螺纹孔以及定位销孔的位置也都要求数控加工来保证装配时的相对位置。
软件的后置程序生成加工程序进行加工。②手工编程对于曲面加工来说需要进行数学建模,然后根据零件加工要求结合仿真软件验证手工编程的加工误差进行程序调整。相对而言,手工编程简单的可以采用数学公式来完成,复杂的尤其是对不规则曲面采用宏程序编制程序。用数学方法编制的程序逻辑结构严谨,程序段精炼,加工时程序占用机床内存较少,机床执行程序的效率较高。但对编程者的数学建模能力要求较高。比较以上两种编程实现方式,如果对于曲面复杂手工编程较困难的一般采用三维软件进行建模然后,可以用关软件的后置程序生成加工程序进行加工;如果曲面零件可以手工编程还是尽量采用数学方法编制的程序或宏程序,这样对提高加工效率有好处。
加工过程仿真模拟(CAD/CAM)
使用UG、Cre1.0、CATIA等三维软件进行建模,然后用以上软件的后置程序生成加工程序进行加工。Vericut或Cimatron是进行数控程序模拟、仿真、验证和优化的软件,可以替代我们检验NC程运行过程,还可以用设计模型与仿真加工模型的比对功能,定量分析仿真加工模型。选用相应的数控系统和机床类型,利用仿真软件的自动对比功能,将三维软件编程或宏程序加工的零件和三维软件建立的模型对比,符合图样要求。最后将编好的程序在数控机床上进行加工,就可得到合格的产品。
为了减少装夹次数以及多次装夹带来的加工误差,需要利用大型五轴联动数控机床进行一次性的数控加工。为此,我们选择了德国产的DMU200P五轴联动数控加工中心。该加工中心的工作行程为2 000mm×4 000mm,操作系统采用的是MILLPLUS系统,精度等级高,主轴功率大,完全能够满足模型蜗壳的加工制造。此次模型蜗壳的数控加工是在DMU 200P五轴联动数控加工中心上完成的。
模型蜗壳的数控加工UG的加工模块提供了强大的计算机辅助制造功能。在UG的加工应用中,系统提供了多种加工类型用于各种复杂零件的粗精加工,可以根据零件的结构、加工表面形状和加工精度要求选择合适的加工类型。在交互操作过程中,可在图形方式下交互编辑刀具路径,观察刀具的运动过程,生成刀具位置源文件。同时,应用其可视化功能,在屏幕上显示刀具轨迹,模拟刀具真实切削过程,通过过切检查和残留材料检查,检测相关参数设置的正确性。
下面就以模型蜗壳的数控加工为例,来讨论UG中的CAM模块在数控加工中的应用。此次加工的蜗壳属于比较平坦的型腔结构,但是加工余量较大。首先进行粗加工,如果选用大直径的刀具,有些曲率小和空间小的地方加工不到;如果选用小直径的刀具,加工效率又很低。综合考虑后,确定先用大直径的刀具加工主要的型腔部分,再用小直径的刀具专门加工曲率小和空间小的部分。
1. 选择合理的刀具
在综合考虑了蜗壳的结构后,我们选择了三把铣刀来加工主要的型腔部分。一把大直径的盘铣刀,公称直径为100mm,圆角直径为8mm,用来切除大的加工余量。一把中等直径的盘铣刀,公称直径为32mm,圆角直径为6mm,用来精加工主要的型腔部分。一把小直径的球头铣刀,公称直径为20mm,圆角直径为10mm,用来精加工中等直径铣刀没有加工到的曲率小和空间小的型腔部分。还有一部分各种各样的钻头和绞刀,用来加工位于三维立体空间位置测压孔和把合孔。
2. 工艺分析和加工参数的设置
在数控加工中,编程原点和编程坐标系的设置是很重要的一项工作,它关系到后面编程以及找正的难易程度。通过对蜗壳的结构分析,我们选择了蜗壳上平面作为零点平面,蜗壳上的内圆圆心作为零点。同时,我们选择了蜗壳上的工艺台作为装夹位置。
在加工工艺上,我们确定先用直径为100mm的盘铣刀加工主要的型腔部分,粗加工切除大的加工余量。然后用直径为32mm盘铣刀进行主要型腔部分的精加工。最后用直径为20mm球头铣刀精加工中等直径铣刀没有加工到的曲率小和空间小的型腔部分。
由于蜗壳是铸造的铝件,所以在切削过程中可以使用大的吃刀量和走刀速度来保证加工效率。粗铣的走刀速度可以达到1 000~1 500mm/min,切削深度可以达到3~4mm;精铣的走刀速度可以达到2 000~3 000mm/min,切削深度可以达到0.4~0.6mm,这样精加工出来的表面可以不用手工来抛光,而且表面质量完全满足水力试验的需求。
3. 确定加工工艺
通过前面的工艺分析,我们也确定了蜗壳的加工工艺。UG提供的常用的粗加工方法是型腔铣(CAVITY MILLING),尤其适用于需要大量切除毛坯余量的场合。为此,我们在UG的CAD模块中建立了一个用于粗加工程序生成需要的毛坯,将需要加工的流道表面作为加工面,通过逐层切削零件的方法,采用单方向走刀方式,来创建加工刀具路径。
这样的加工方式可以保证刀具在切削过程中的切削深度一致,切削过程很平稳,对提高刀具的使用寿命和加工质量有很大的好处。在进行蜗壳的精加工时,采用的加工方法和粗加工方法一样,只是将一些加工参数(如加工刀具、切削深度、进给率等)作了修改,以达到精加工表面质的要求。图1所示
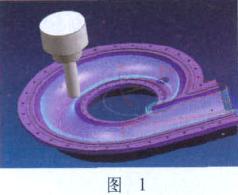
就是利用UG的CAM模块生成的粗精加工路径。在经过了粗精加工后,蜗壳的大部分主要型腔部分已经加工完成。但是在一些曲率小和空间小的型腔部分, 刀具无法进行切削。
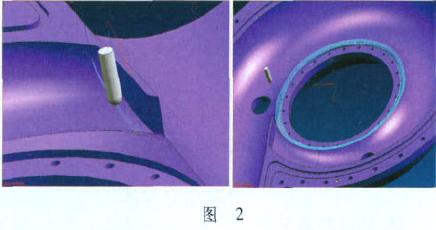
所以我们利用了UG提供的精加工方法清根铣(FLOWCUT_REF_TOOL),使用的参考刀具是前一把直径为32mm盘铣刀,专门对这些地方进行加工。经过上面的清根铣后,这些表面的衔接部分得到了很好的光滑过度。通过这些加工后,蜗壳的主要型腔部分已经完全加工完成,现在我们利用UG提供的精加工方法固定轴曲面轮廓铣(FIXED CONTOUR),使用直径为20mm的刀具对蜗壳上的小斜面进行精加工。这样,蜗壳上需要加工的表面全部加工完成(见图2)。
4. 刀具轨迹仿真
加工刀具轨迹仿真是指利用计算机来仿真数控加工过程。它包括刀具运动轨迹仿真和刀具、夹具、机床、工件间的运动干涉仿真。我们利用UG的CAM模块中的加工仿真功能,对上述刀具轨迹进行了加工仿真,没有发现有过切工件和发生运动干涉的现象,所以上述刀具轨迹满足数控加工程序生成的需要。
5. 后置处理
在UG中的各CAM模块主要功能是创建零件加工的刀具路径。但是,生成的刀具路径如果没有经过后置处理将无法直接发送到数控机床进行数控加工。这是因为不同厂商生产的机床件条件是不同的,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以几轴联动等。此外,每种机床又受其控制器因此,刀具位置源文件必须经过后置处理,以适应不同机床/控制系统的特定要求。后置处理就是根据机床参数来格式化刀具位置源文件,并生成特定机床可以识别的NC程序的过程。对于DMU 200P五轴联动数控加工中心,也有其特殊的数据格式,我们利用其特定的后置处理程序将刀具位置源文件进行了后置处理,得到了DMU200P五轴联动数控加工中心能够识别的NC程序,最终完成了模型
蜗壳的数控加工(见图3)。
xiawoke_cam
N1 G54 I1
N2 (Tool Number: 01)
N3 (Diameter: 20.00)
N4 (Corner R: 10.00)
N5 (Length: 75)
N6 T01 M6
N7 G40
N8 G141
N9 S2000 M3
N10 G0 X342.135 Y0. B0. C0.
N11 Z48.353
N12 Z-61.745
N13 G1 Z-64.798 F1000
N14 X342.032 Y8.396 Z-64.711
...
N3345 X315. Y0. Z-71.526
N3346 G0 Z-68.062
N3347 Z48.353
N3348 (Machining time: 107 Min. 58 Sec.)
N3349 G40
N3350 M30
结语
UG的CAD/CAM模块为实现模型蜗壳的数控加工提供了可靠的支柱。数控加工技术在水轮机电站模型的加工中得到了很好的应用,不仅减轻了传统加工工艺后续工序的劳动强度,而且大大提高了制造质量和加工效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>高速对车转向架用中必销喇迻工艺
- target=_blank>关于大型电机机座精镗加工制造的工艺方法
- target=_blank>小直径冲孔凸模电火花加工方法的应用
- target=_blank>多款发动机缸体并行试制工艺设计
- target=_blank>商用车变速器换挡性能探讨

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

